一种数控光机进给系统的制作方法
本发明涉及机床加工的,尤其涉及一种数控光机进给系统。
背景技术:
1、随着科技的发展,数控加工中心已经在各种加工类的工厂中普遍使用,通过数控加工中心可对物料进行自动化切割,而同时为了方便适用于不同的物料,会设置可更换的刀库,在对不同的物料进行加工时可自动选择不同的刀具,如公开号为cn114160821a提供的多主轴数控机床,包括机座,机座上设有y向移动装置,y向移动装置上设有x向移动装置,x向移动装置上设有工作台,工作台后方设有立柱,立柱安装在机座上,立柱滑动安装有至少两并排设置的主轴箱,每一主轴箱对应设有刀库,每一主轴箱包括第一安装座和连接于第一安装座的主轴安装部,主轴安装部形成有用于安装主轴的安装孔,每一安装孔的中心朝向远离另一安装孔的方向偏离第一安装座的中心面。本发明提出的多主轴数控机床,缩短了立柱的宽度,减小了立柱的重量,节省了成本,但是其采用的进给系统中的丝杆与导轨在电机控制时,其控制精度以及稳定性有限,无法满足高精度要求的物料加工。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种数控光机进给系统。
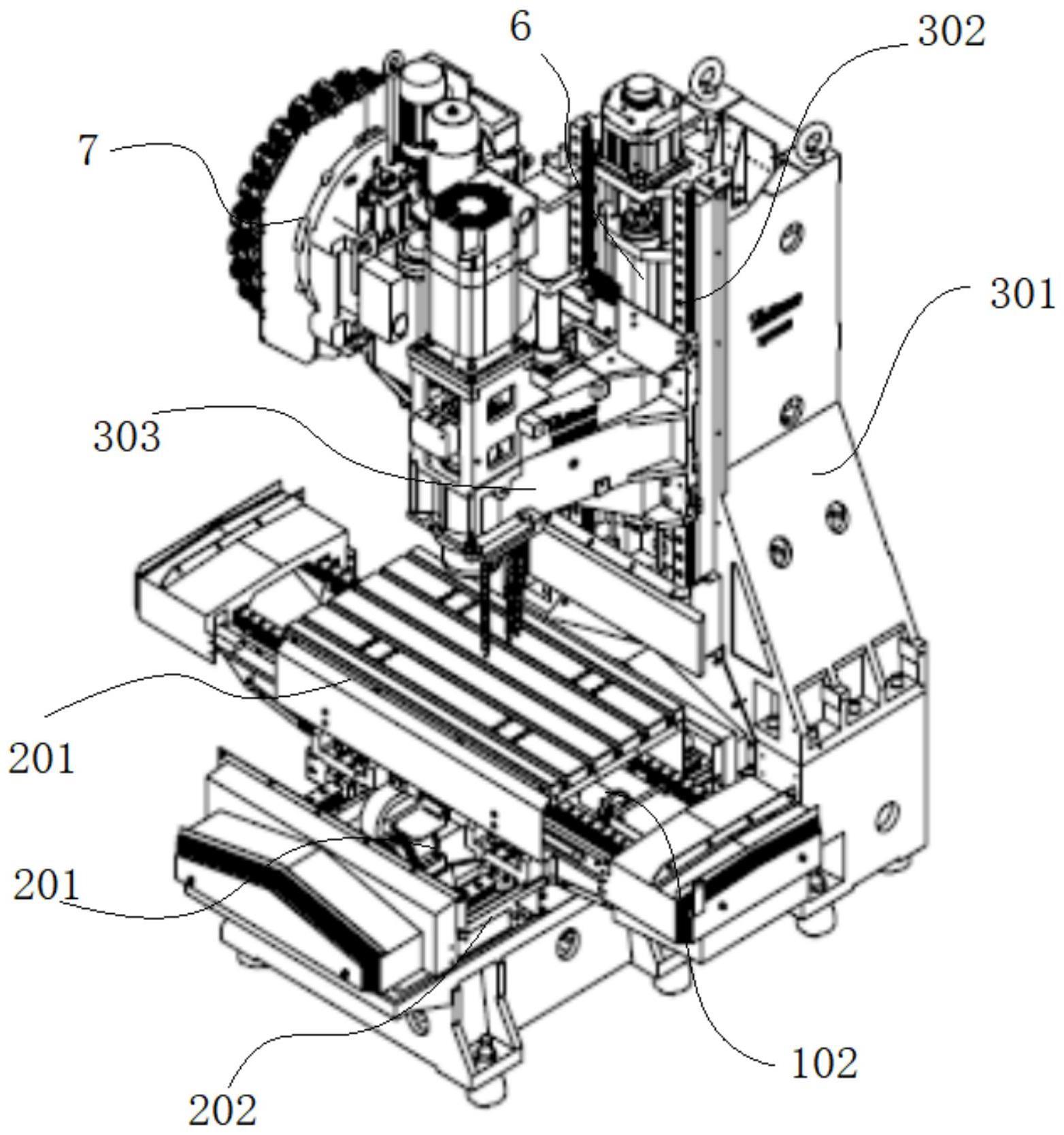
2、为了实现上述目的,本发明采用了如下技术方案:包括x向进给模块,y向进给模块以及z向进给模块;
3、所述x向进给模块包括工作台主体以及设置在工作台主体内部的进给主轴模块一,通过所述进给主轴模块一控制所述工作台主体沿x向移动;
4、所述y向进给模块包括鞍座主体以及设置在所述鞍座主体内部的进给主轴模块二,所述x向进给模块设置在所述y向进给模块的上方,通过所述进给主轴模块二控制所述x向进给模块在所述y向进给模块上滑动;
5、所述z向进给模块包括立柱,所述立柱的一侧设置有线轨,主轴箱模块滑动连接在所述线轨的外部,通过所述z向进给模块内部的进给主轴模块三控制所述主轴箱模块沿所述线轨的长度方向上滑动。
6、作为上述技术方案的进一步描述,所述进给主轴模块一,所述进给主轴模块二以及所述进给主轴模块三均为伺服电机通过弹性联轴器与进给丝杆相连接,从而控制所述x向进给模块,所述y向进给模块以及z向进给模块的移动。
7、作为上述技术方案的进一步描述,所述弹性联轴器与所述伺服电机的电机轴以及进给丝杆均为无键联接。
8、作为上述技术方案的进一步描述,所述进给丝杆为进行预拉伸的高速滚珠丝杆。
9、作为上述技术方案的进一步描述,所述x向进给模块,所述y向进给模块以及z向进给模块中均设置有进给导轨,所述进给导轨为滚珠导轨。
10、作为上述技术方案的进一步描述,所述主轴箱的一侧内部设置有竖直向下的直联主轴,所述直联主轴的上端连接有主轴电机。
11、作为上述技术方案的进一步描述,所述直联主轴处于所述工作台主体的上方。
12、作为上述技术方案的进一步描述,所述直联主轴与外部的刀盘相连接,在工作状态时,所述直联主轴转动带动所述刀盘旋转,用以选择不同的刀具对下方所述工作台主体上方的物料加工。
13、在一种实施方式中,所述滚珠丝杆上有防腐涂层。
14、优选的,所述防腐涂层的制备原料包括:树脂150-200份,聚氨酯改性树脂羟基丙烯酸分散体1-3份,铵盐类化合物2-4份、消泡剂1-2份、无机填料3-7份、固化剂75-100份。
15、进一步优选的,所述树脂173份,聚氨酯改性树脂羟基丙烯酸分散体2份,铵盐类化合物9份、消泡剂1.3份、无机填料4.7份、固化剂87份。
16、优选的,所述树脂选自酚醛树脂、环氧树脂中的一种或多种。
17、进一步优选的,所述树脂选自环氧树脂,环氧当量为183(g/eq),粘度为10000(cps,at25℃),牌号tt100,购自于济宁唐邑化工有限公司。
18、优选的,所述聚氨酯改性树脂羟基丙烯酸分散体,牌号为wx-3200,购自于佛山市湾厦新材料有限公司。
19、优选的,所述铵盐类化合物为十八烷基胺聚氧乙烯醚双季铵盐。
20、优选的,所述消泡剂选自非硅型、聚醚类、有机硅类中的一种或多种。
21、进一步优选的,所述消泡剂选自有机硅类,牌号bky-024,购自于毕克有限公司。
22、优选的,所述无机填料选自云母石和碳化硅,重量比为1:(2-6)。
23、进一步优选的,所述无机填料选自云母石和碳化硅重量比为1:4。
24、本申请人发现,当在涂层中加入无机填料后,可以有效的增加涂层的硬度,特别是无机填料选自云母石和碳化硅,其重量比为1:4,但是由于云母石与各个组分相容性不好,加入聚氨酯改性树脂羟基丙烯酸分散体后,可以有效的解决相容性的问题。
25、本申请人意外发现,聚氨酯改性树脂羟基丙烯酸分散体与铵盐类化合物可以相互作用,特别是铵盐类选自十八烷基胺聚氧乙烯醚双季铵盐,并且聚氨酯改性树脂羟基丙烯酸分散体与铵盐类化合物的重量比为25:39时。可以使涂层的附着性提高,可能的原因在于,铵盐类中含有的胺基基团与有机酸中的酸酐基团和固化剂共同作用,使得涂层在滚珠丝杆上的附着力增加,从而更加稳定。
26、优选的,所述云母石牌号ymf,购自于华邦产品有限公司。
27、优选的,所述碳化硅,购自于河南东力材料有限公司。
28、优选的,所述固化剂,牌号t31,购自于上海久是化工有限公司。
29、在一种实施方式中,所述防腐涂层的制备方法为:将各原料加入搅拌机混匀,使用静电喷涂到滚珠丝杆上,喷涂的厚度为1-2μm,固化后得到防腐涂层。
30、优选的,所述喷涂的厚度为1.1μm。
31、本发明具有如下有益效果:
32、1、本发明通过x向进给模块、y向进给模块以及z向进给模块均通过内部的滚珠丝杆实现刀具能够在三个方向上进行移动,并且通过数控系统进行控制实现自动化加工,同时通过各个进给模块内部的滚珠丝杆与滚珠导轨的配合使用,使定位精度高,减震性好,可高速运行,低速进给时无爬行,很高的精度稳定性,而各个进给主轴模块中伺服电机通过无间隙弹性联轴器与进给丝杠直接连接,这种联轴器与电机轴和丝杠轴是无键联接,更利于装卸,使得同心性更好。
33、2、通过在滚珠丝杆上增加防腐涂层,不仅可以增长滚珠丝杆使用寿命,还可以提高滚珠丝杆的耐磨性。
34、3、通过在涂层中加入消泡剂和增溶剂,使涂层以网状形式包裹在滚珠丝杆的表面,使得涂层在滚珠丝杆表面不易脱落。
技术特征:
1.一种数控光机进给系统,其特征在于:包括x向进给模块,y向进给模块以及z向进给模块;
2.根据权利要求1所述的一种数控光机进给系统,其特征在于:所述进给主轴模块一,所述进给主轴模块二以及所述进给主轴模块三均为伺服电机通过弹性联轴器与进给丝杆相连接,从而控制所述x向进给模块,所述y向进给模块以及z向进给模块的移动。
3.根据权利要求2所述的一种数控光机进给系统,其特征在于:所述弹性联轴器与所述伺服电机的电机轴以及进给丝杆均为无键联接。
4.根据权利要求2所述的一种数控光机进给系统,其特征在于:所述进给丝杆为进行预拉伸的高速滚珠丝杆。
5.根据权利要求1所述的一种数控光机进给系统,其特征在于:所述x向进给模块,所述y向进给模块以及z向进给模块中均设置有进给导轨,所述进给导轨为滚珠导轨。
6.根据权利要求1所述的一种数控光机进给系统,其特征在于:所述主轴箱的一侧内部设置有竖直向下的直联主轴,所述直联主轴的上端连接有主轴电机。
7.根据权利要求6所述的一种数控光机进给系统,其特征在于:所述直联主轴处于所述工作台主体的上方。
8.根据权利要求6所述的一种数控光机进给系统,其特征在于:所述直联主轴与外部的刀盘相连接,在工作状态时,所述直联主轴转动带动所述刀盘旋转,用以选择不同的刀具对下方所述工作台主体上方的物料加工。
9.根据权利要求4所述的一种数控光机进给系统,其特征在于:所述滚珠丝杆上有防腐涂层。
10.根据权利要求9所述的一种数控光机进给系统,其特征在于:按重量份计,所述防腐涂层的原料包括:树脂150-200份,聚氨酯改性树脂羟基丙烯酸分散体1-3份,铵盐类化合物2-4份、消泡剂1-2份、无机填料3-7份、固化剂75-100份。
技术总结
本发明公开了一种数控光机进给系统,包括X向进给模块,Y向进给模块以及Z向进给模块,X向进给模块包括工作台主体以及设置在工作台主体内部的进给主轴模块一,Y向进给模块包括鞍座主体以及设置在鞍座主体内部的进给主轴模块二,Z向进给模块包括立柱,立柱的一侧设置有线轨,主轴箱模块滑动连接在线轨的外部。该系统通过X向进给模块、Y向进给模块以及Z向进给模块均通过内部的滚珠丝杆实现刀具能够在三个方向上进行移动,并且通过数控系统进行控制实现自动化加工,同时通过各个进给模块内部的滚珠丝杆与滚珠导轨的配合使用,使定位精度高,减震性好,可高速运行,低速进给时无爬行,很高的精度稳定性。
技术研发人员:琚华锋,曹志春,覃文飞,张龙,田勤丰,魏宜武,孙兵
受保护的技术使用者:浙江鑫佳硕科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!