一种缸体加工中心自定心装置的制作方法
本发明涉及定位工装,具体为一种缸体加工中心自定心装置。
背景技术:
1、缸体是一种空心管型工件,在机加工领域中,需要解决其自定心加工的工艺问题,现有技术中,对圆弧形件进行加工时,一般采用以下方式:1、在用平口式虎钳夹紧的方式,工件圆弧面夹紧接触面小,夹紧牢固性差,加工时会造成工件报废;2、采用定心轴(中心孔)加定位杆以固定缸体位置和旋转角度,而定心轴分为固定直径心轴与膨胀心轴,这两类心轴各有利弊:固定直径心轴无法因中心孔直径变化而达到最理想定心效果,容易因中心孔偏大而造成位置度超差,导致产品报废;膨胀心轴可以随中心孔直径变大而变大,达到理想的定心效果,但因价格昂贵,且市面上缸体中心孔尺寸规格繁多,导致其制造成本极其高昂,许多小型企业无法批量采用。
2、因此,如何提供一种自定心装置,便于管型缸体的自定心夹装定位,便成为本领域人员亟待解决的技术问题。
技术实现思路
1、本发明的目的在于克服现有技术的不足之处,提供一种缸体加工中心自定心装置,该自定心装置可同时定心多个缸体,且自适应夹装缸体外壁,定心精度高,且结构简单,易于实现。
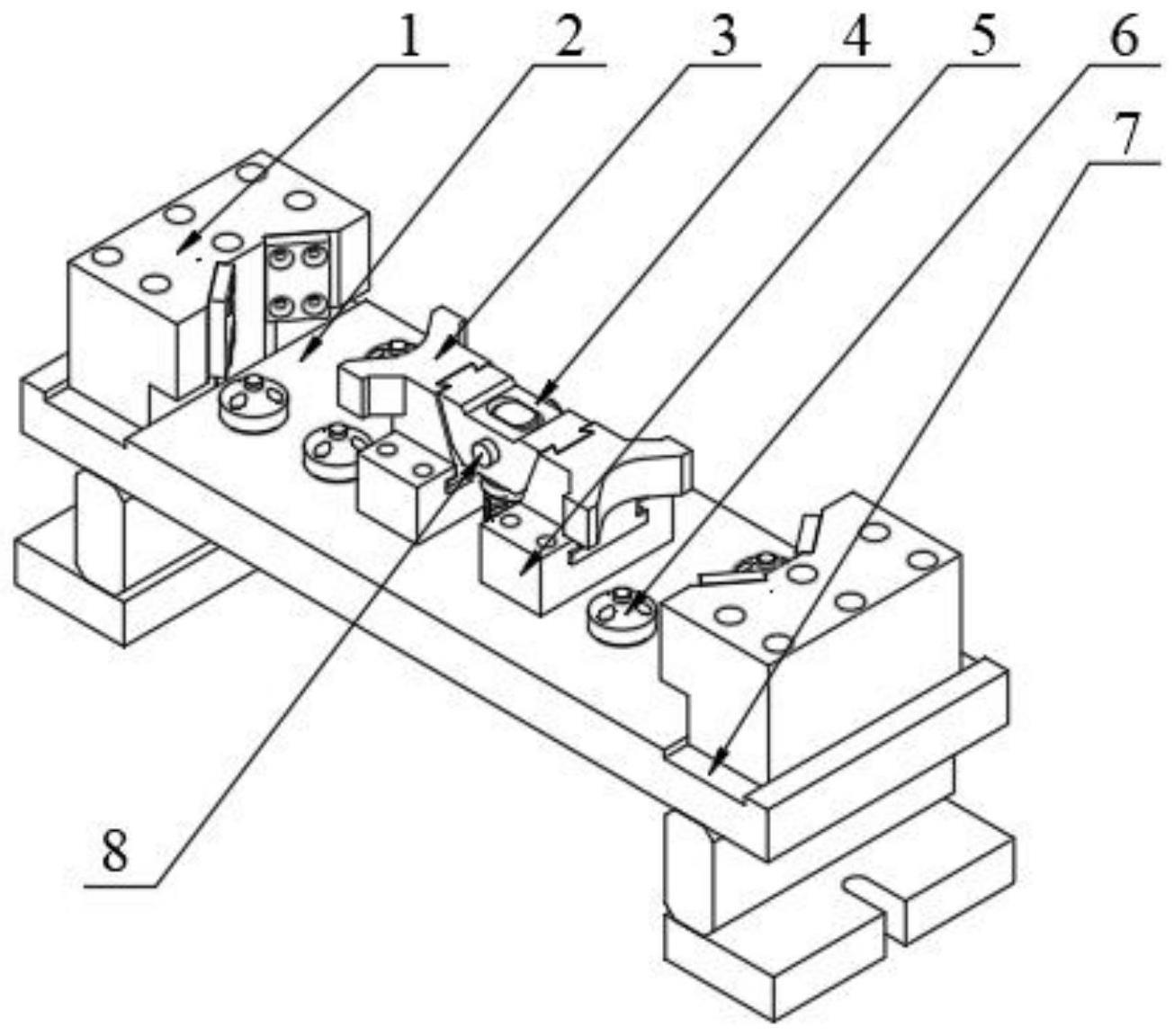
2、一种缸体加工中心自定心装置,包括x向门架、y向从动夹块、z向定位标准件以及x向主动夹装组件;x向门架跨设固定在加工中心的加工台上,x向门架的顶部两侧对称并滑动导向连接有多个y向从动夹块,该x向门架的中部顶面上背向滑动连接有与y向从动夹块配合夹紧缸体工件的x向主动夹装组件,且x向门架的顶面上固设多个z向定位标准件。
3、优选的,x向主动夹装组件包括张紧螺栓、楔形块、x向夹块及抬高限位块;张紧螺栓垂向穿透连接在x向门架的中段上,该张紧螺栓的顶端铰装连接楔形块;x向门架的中段顶面上对称固设抬高限位块,该抬高限位块上分别沿x向背向滑动导向连接x向夹块;楔形块两侧的倾斜面与x向夹块一侧的倾斜面滑动配合。
4、优选的,张紧螺栓的顶端径向插接有销轴,该销轴的两端转动插接在楔形块上。
5、优选的,x向门架的顶面两侧均沿y向开设有下凹的导向滑槽,该导向滑槽内滑动导向插接y向从动夹块。
6、本发明的优点和技术效果是:
7、本发明的一种缸体加工中心自定心装置,通过x向门架固定在加工中心的加工台上,其中x向门架中部的x向主动夹装组件背向同步挤压缸体,y向从动夹块与x向主动夹装组件的x向夹块配合夹装缸体弧面外壁,并且y向从动夹块滑动连接在x向门架两侧的顶面上用以实现自适应夹紧功能,由z向定位标准件在竖直方向定位缸体的夹装固定高度,最后通过张紧螺栓与楔形块的铰装连接配合,为其两侧的x向夹块提供同步的平移动力,且保证x向主动夹装组件两侧的缸体自适应同步夹紧功能。
技术特征:
1.一种缸体加工中心自定心装置,其特征在于:包括x向门架、y向从动夹块、z向定位标准件以及x向主动夹装组件;所述x向门架跨设固定在加工中心的加工台上,x向门架的顶部两侧对称并滑动导向连接有多个y向从动夹块,该x向门架的中部顶面上背向滑动连接有与y向从动夹块配合夹紧缸体工件的x向主动夹装组件,且x向门架的顶面上固设多个z向定位标准件。
2.根据权利要求1所述的一种缸体加工中心自定心装置,其特征在于:所述x向主动夹装组件包括张紧螺栓、楔形块、x向夹块及抬高限位块;所述张紧螺栓垂向穿透连接在x向门架的中段上,该张紧螺栓的顶端铰装连接楔形块;所述x向门架的中段顶面上对称固设抬高限位块,该抬高限位块上分别沿x向背向滑动导向连接x向夹块;所述楔形块两侧的倾斜面与x向夹块一侧的倾斜面滑动配合。
3.根据权利要求2所述的一种缸体加工中心自定心装置,其特征在于:所述张紧螺栓的顶端径向插接有销轴,该销轴的两端转动插接在楔形块上。
4.根据权利要求1所述的一种缸体加工中心自定心装置,其特征在于:所述x向门架的顶面两侧均沿y向开设有下凹的导向滑槽,该导向滑槽内滑动导向插接y向从动夹块。
技术总结
本发明公开了一种缸体加工中心自定心装置,包括X向门架、Y向从动夹块、Z向定位标准件以及X向主动夹装组件;X向门架跨设固定在加工中心的加工台上,X向门架的顶部两侧对称并滑动导向连接有多个Y向从动夹块,该X向门架的中部顶面上背向滑动连接有与Y向从动夹块配合夹紧缸体工件的X向主动夹装组件,且X向门架的顶面上固设多个Z向定位标准件。该自定心装置可同时定心多个缸体,且自适应夹装缸体外壁,定心精度高,且结构简单,易于实现。
技术研发人员:崔超,崔越,崔文来,崔建涛,崔雅臣,张涛,李绍德,梁东坡,王振锋,崔艳鹏
受保护的技术使用者:天津宝涞精工集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!