一种热轧层流冷却卷取温度的控制方法与流程
1.本发明属于不锈钢带热轧技术领域,尤其涉及一种热轧层流冷却卷取温度的控制方法。
背景技术:
2.热轧带钢生产过程中,卷取温度的控制非常重要。对于双相不锈钢而言,卷取温度过高时,会导致脆性相生成,卷取过程中会有断带风险,温度过低或温度波动较大时,会导致带钢冷却不均匀,板形不良,卷形差。目前,主流卷取温度的控制方法是通过热力学数学模型计算出初始冷却水用量,再通过层流冷却设备末端的高温计测量的实际带钢温度与目标温度的偏差进行反馈,实现闭环控制。例如,中国专利申请,申请号202110430135.1,申请日2021.04.21,申请公开日2021.08.06,申请公开号cn113210428a,公开了一种双相不锈钢热轧卷盘卷方法,就是采用上述卷取温度控制方法。在生产事件中发现存在以下问题:一方面,数学模型的计算精度普遍较低,另一方面,在常规的带钢生产卷取过程中,带钢速度会经历多次升降速过程:初始助卷速度
→
第一次升速
→
卷取速度
→
降速
→
精轧尾部轧制速度
→
第二次升速
→
尾部卷取速度。虽然有自动反馈功能,但由于带钢卷取速度快,通常在400米/分以上,特别是升降速阶段,反馈功能存在明显的滞后性。因此,带钢卷取温度的依然存在控制精度低,波动大的问题,导致带钢冷却不均匀,板形不良,卷形差等缺陷。
技术实现要素:
3.1.要解决的技术问题针对热轧带钢生产过程中,卷取温度控制的热力学数学模型计算精度普遍较低,电气温度反馈功能存在明显的滞后性的问题。本发明的目的在于提供一种热轧层流冷却卷取温度的控制方法,改善数学模型前馈能力,提高卷取温度控制精度,特别是头尾部升降速阶段的控制精度,减少反馈功能介入导致的温度波动。
4.2.技术方案一种热轧层流冷却卷取温度的控制方法,其特点:根据不锈钢种类、规格、设定的卷取速度设置基础冷却水量,层流冷却装置按基础冷却水量通入冷却水;带钢头部以第一速度进入层流冷却装置,以第一速度为起点升速至第二速度的过程,在基础冷却水量的基础上变更为第一冷却水量,层流冷却装置按第一冷却水量通入冷却水,对带钢头部进行冷却;带钢中部以第二速度进入层流冷却装置,层流冷却装置按基础冷却水量通入冷却水,对带钢中部进行冷却;第二速度降速、降速至第三速度、第三速度升速至尾部卷取速度,带钢尾部进入层流冷却装置,在基础冷却水量的基础上变更为第二冷却水量,层流冷却装置按第二冷却水量通入冷却水,对带钢尾部进行冷却。
5.进一步地,所述第一冷却水量<基础冷却水量,所述第一冷却水量随着带钢头部
进入层流冷却装置不断增加。
6.进一步地,所述第二冷却水量<基础冷却水量,所述第二冷却水量随着带钢尾部进入层流冷却装置不断减少。
7.进一步地,所述第一速度首先升速至初始助卷速度,再由初始助卷速度升速至第二速度。
8.进一步地,所述第二速度为卷取机卷取张力建立后的卷取速度。
9.进一步地,所述钢带为双相不锈钢或普通牌号不锈钢。
10.3.有益效果与现有技术相比,本发明的有益效果是:改善热力学数学模型前馈能力,提高卷取温度控制精度,特别是头尾部升降速阶段的控制精度,减少反馈功能介入导致的温度波动。
附图说明
11.下面结合附图对本发明做进一步说明。
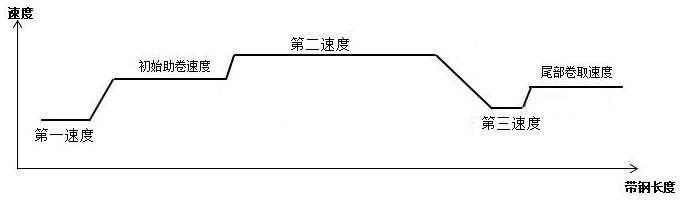
12.图1是不锈钢带长度方向各段速度示意图。
具体实施方式
13.下面结合具体实施例对本发明做进一步说明。
14.实施例1一种304不锈钢热轧层流冷却卷取温度的控制方法,304不锈钢带的宽度1260毫米,厚度3.2毫米,卷取目标温670℃,根据不锈钢种类、规格、设定的卷取速度设置基础冷却水量,层流冷却装置按基础冷却水量通入冷却水;精轧机出口带钢头部温度850~980℃,带钢头部以第一速度进入层流冷却装置,以第一速度为起点升速至第二速度的过程,在基础冷却水量的基础上变更为第一冷却水量,层流冷却装置按第一冷却水量通入冷却水,对带钢头部进行冷却,所述第一冷却水量<基础冷却水量,所述第一冷却水量随着带钢头部进入层流冷却装置不断增加;带钢头部的温度变为620~680℃;第一速度首先升速至初始助卷速度,再由初始助卷速度升速至第二速度;第二速度为卷取机卷取张力建立后的卷取速度。
15.精轧机出口带钢中部温度960~980℃,带钢中部以第二速度进入层流冷却装置,层流冷却装置按基础冷却水量通入冷却水,对带钢中部进行冷却,带钢中部温度变为660~680℃。
16.精轧机出口带钢尾部温度980~850℃,第二速度降速、降速至第三速度、第三速度升速至尾部卷取速度,带钢尾部进入层流冷却装置,在基础冷却水量的基础上变更为第二冷却水量,层流冷却装置按第二冷却水量通入冷却水,对带钢尾部进行冷却,所述第二冷却水量<基础冷却水量,所述第二冷却水量随着带钢尾部进入层流冷却装置不断减少,带钢尾部温度变为680~600℃。
17.实施例2一种2205双相不锈钢热轧层流冷却卷取温度的控制方法,2205双相不锈钢带宽度1570毫米,厚度7.8毫米,卷取目标温度750℃,根据不锈钢种类、规格、设定的卷取速度设置基础冷却水量,层流冷却装置按基础冷却水量通入冷却水;
精轧机出口带钢头部温度850~1020℃、带钢头部以第一速度进入层流冷却装置,以第一速度为起点升速至第二速度的过程,在基础冷却水量的基础上变更为第一冷却水量,层流冷却装置按第一冷却水量通入冷却水,对带钢头部进行冷却,第一冷却水量<基础冷却水量,所述第一冷却水量随着带钢头部进入层流冷却装置不断增加,使得带钢头部的温度变为700~760℃,第一速度首先升速至初始助卷速度,再由初始助卷速度升速至第二速度;第二速度为卷取机卷取张力建立后的卷取速度。
18.精轧机出口带钢中部温度1010~1020℃、带钢中部以第二速度进入层流冷却装置,层流冷却装置按基础冷却水量通入冷却水,对带钢中部进行冷却,带钢中部温度变为740~680℃。
19.精轧机出口带钢尾部温度1020~850℃,第二速度降速、降速至第三速度、第三速度升速至尾部卷取速度,带钢尾部进入层流冷却装置,在基础冷却水量的基础上变更为第二冷却水量,层流冷却装置按第二冷却水量通入冷却水,对带钢尾部进行冷却,第二冷却水量<基础冷却水量,第二冷却水量随着带钢尾部进入层流冷却装置不断减少,带钢尾部温度变为740~760℃。
20.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的替代、修饰、组合、改变、简化等,均应为等效的置换方式,都包含在本发明的保护范围之内。
技术特征:
1.一种热轧层流冷却卷取温度的控制方法,其特征在于:根据不锈钢种类、规格、设定的卷取速度设置基础冷却水量,层流冷却装置按基础冷却水量通入冷却水;带钢头部以第一速度进入层流冷却装置,以第一速度为起点升速至第二速度的过程,在基础冷却水量的基础上变更为第一冷却水量,层流冷却装置按第一冷却水量通入冷却水,对带钢头部进行冷却;带钢中部以第二速度进入层流冷却装置,层流冷却装置按基础冷却水量通入冷却水,对带钢中部进行冷却;第二速度降速、降速至第三速度、第三速度升速至尾部卷取速度,带钢尾部进入层流冷却装置,在基础冷却水量的基础上变更为第二冷却水量,层流冷却装置按第二冷却水量通入冷却水,对带钢尾部进行冷却。2.根据权利要求1所述一种热轧层流冷却卷取温度的控制方法,其特征在于:所述第一冷却水量<基础冷却水量,所述第一冷却水量随着带钢头部进入层流冷却装置不断增加。3.根据权利要求1所述一种热轧层流冷却卷取温度的控制方法,其特征在于:所述第二冷却水量<基础冷却水量,所述第二冷却水量随着带钢尾部进入层流冷却装置不断减少。4.根据权利要求1所述一种热轧层流冷却卷取温度的控制方法,其特征在于:所述第一速度首先升速至初始助卷速度,再由初始助卷速度升速至第二速度。5.根据权利要求4所述一种热轧层流冷却卷取温度的控制方法,其特征在于:所述第二速度为卷取机卷取张力建立后的卷取速度。6.根据权利要求1-5任一项所述一种热轧层流冷却卷取温度的控制方法,其特征在于:所述钢带为双相不锈钢或普通牌号不锈钢。
技术总结
本发明公开了一种热轧层流冷却卷取温度的控制方法,根据不锈钢种类、规格、设定的卷取速度设置基础冷却水量;带钢头部以第一速度进入层流冷却装置,以第一速度为起点升速至第二速度的过程,层流冷却装置按第一冷却水量通入冷却水;带钢中部以第二速度进入层流冷却装置,层流冷却装置按基础冷却水量通入冷却水;第二速度降速、降速至第三速度、第三速度升速至尾部卷取速度,带钢尾部进入层流冷却装置,层流冷却装置按第二冷却水量通入冷却水。本发明的有益效果是改善数学模型前馈能力,提高卷取温度控制精度,特别是头尾部升降速阶段的控制精度,减少反馈功能介入导致的温度波动。减少反馈功能介入导致的温度波动。减少反馈功能介入导致的温度波动。
技术研发人员:居清 顾海峰
受保护的技术使用者:浦项(张家港)不锈钢股份有限公司
技术研发日:2022.12.30
技术公布日:2023/3/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1