一种金属搭扣自动化冲压成型装置及工艺的制作方法
本发明涉及搭扣冲压装置,具体为一种金属搭扣自动化冲压成型装置及工艺。
背景技术:
1、搭扣顾名思义,搭接在两个物品用来扣紧的物件叫搭扣。搭扣不仅适用于工业箱子、医疗军用、器械仪器、机械科技;还适用于生活中的门窗、橱柜和抽屉等等。拥有耐腐蚀的性能、良好的韧性,安装便捷具有防盗作用,外观设计独特,有着装饰以及美化效果。
2、现有组成搭扣的夹钳在冲压时连接时,如图10中的夹钳,需要使用工人对准夹钳各部位的连接孔然后在进行冲压,这种使用手工对准方式会因为工人的疏忽而出现连接孔没有对准就冲压的情形,而且也会出现冲压时产生的力,使得对准后的连接孔因为工人没拿稳而出现错位的现象。
3、基于此,本发明设计了一种金属搭扣自动化冲压成型装置及工艺,以解决上述工人在对准连接孔进行冲压时,会因为工人的疏忽而出现连接孔没有对准就冲压,也会出现冲压产生的力,使得对准后的连接孔因为工人没拿稳而出现错位的现象的问题。
技术实现思路
1、本发明的目的在于提供一种金属搭扣自动化冲压成型装置及工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
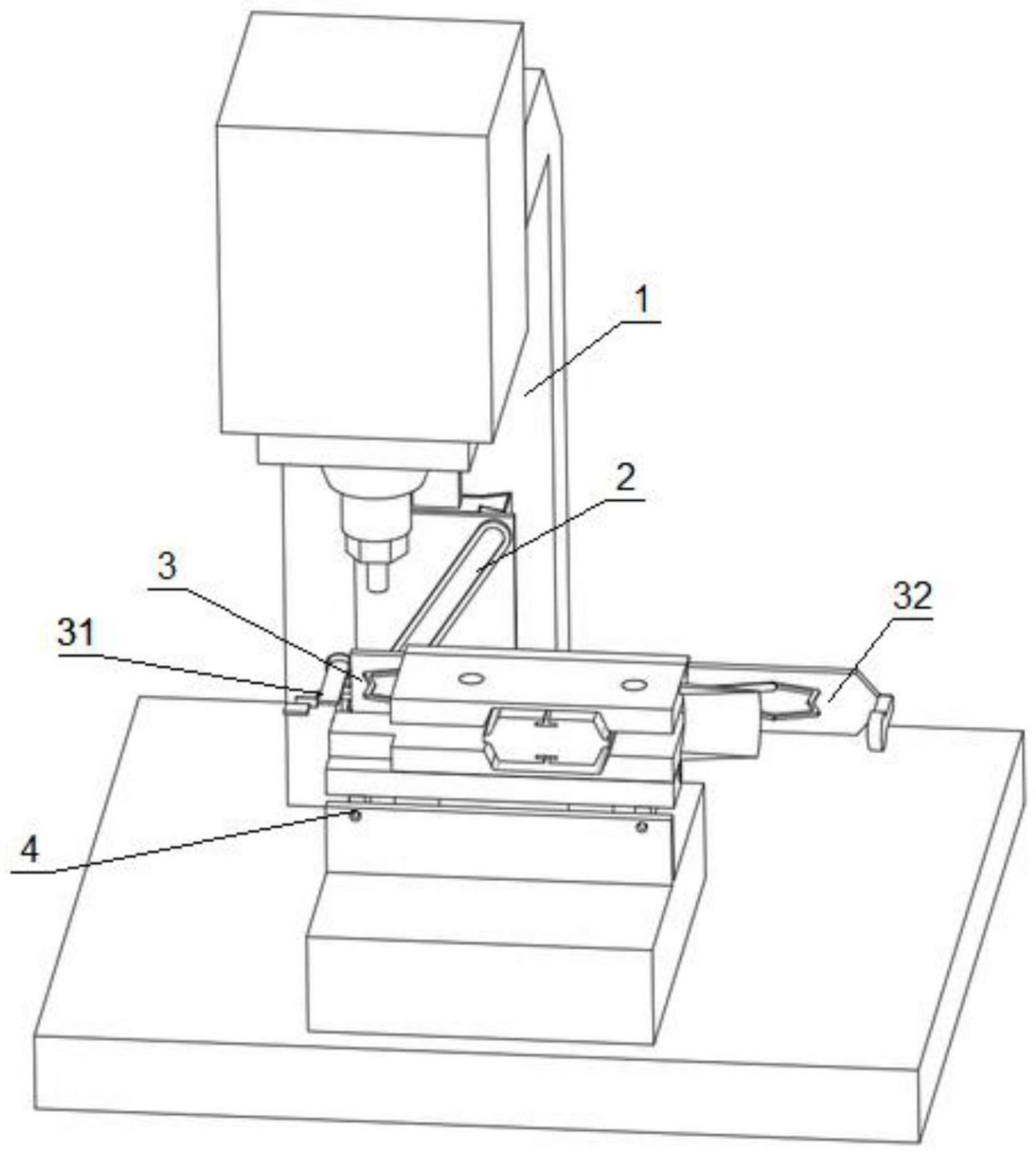
3、一种金属搭扣自动化冲压成型装置,包括冲压机,所述冲压机冲压头的后端固定连接有移动组件用于配合冲压头移动固定后的夹钳,所述移动组件的下端固定连接于冲压机的下部,所述移动组件的前端滑动连接有定位组件用于组合固定夹钳中的各部件;所述定位组件的下端固定连接有检测组件用于检测定位组件是否移动到位,所述检测组件的下端固定连接于冲压机的下部;
4、所述移动组件包括:连接柄、固定滑槽块、限位槽、驱动件,所述连接柄的上端固定连接于冲压机冲压头的后端,所述连接柄的下端固定连接于固定滑槽块的上端,所述固定滑槽块的后端滑动连接于限位槽的内壁,所述限位槽的下端固定连接于冲压机的下部,所述限位槽的下部固定连接于驱动件的左右两端;
5、所述驱动件还包括:滑动块、转动爪、弹簧,所述驱动件的中部滑动连接于弹簧的中部,所述弹簧后端圆柱销滑动连接于固定滑槽块前部的滑槽,所述弹簧的前端转动连接于转动爪的后端,所述转动爪的中部固定连接于弹簧的一端,所述弹簧的另一端固定连接于滑动块的前端;
6、所述定位组件包括:l形柄卡合件、圆柱卡合件、组合板、定位板,所述组合板的前端滑动连接于检测组件的上端,所述组合板的左端滑动连接于l形柄卡合件的右端,所述组合板的右端滑动连接于圆柱卡合件的左端,所述组合板的底部固定连接有多个定位板;
7、所述l形柄卡合件还包括:l形柄卡件、滑动槽件一、固定转柄一,所述l形柄卡件的右端固定连接于滑动槽件一的左端,所述滑动槽件一的右端滑动连接于组合板后端的滑槽,所述滑动槽件一前端的滑槽滑动连接于固定转柄一的左端,所述固定转柄一的右端转动连接于组合板的后部内壁,所述滑动槽件一右端的弹簧固定连接于组合板后端的内壁;
8、所述圆柱卡合件还包括:圆柱推柄、滑动槽件二、固定转柄二,所述圆柱推柄的左端固定连接于滑动槽件二的右端,所述滑动槽件二的左端滑动连接于组合板后端的滑槽,所述滑动槽件二前端的滑槽滑动连接于固定转柄二的右端,所述固定转柄二的左端转动连接于组合板的后部内壁,所述滑动槽件二左端的弹簧固定连接于组合板后端的内壁;
9、所述检测组件包括:插孔固定块、插件、弹性顶件,所述插孔固定块的下端固定连接于冲压机的下部,所述插孔固定块上端的槽滑动连接于定位组件的前端,所述插孔固定块的中部滑动连接于插件的前端,所述插件后侧的上端设置弹性顶件,所述弹性顶件固定连接于插孔固定块的中部;
10、如上述的一种金属搭扣自动化冲压成型工艺,该冲压具体步骤为:
11、步骤一:把夹钳的各零部件放按照各自位置放置在定位组件中,然后按压定位组件使得定位组件将夹钳的各部位进行定位以使得各部位的连接孔对准;
12、步骤二:然后冲压机启动冲压对准后的连接孔,然后驱动移动组件动作,移动组件动作将会驱动定位组件按照定位孔的位置进行移动,以适应下次的冲压;
13、步骤三:检测组件可以检测定位组件的连接孔是否与冲压机冲压头的位置对准,然后进行冲压或者带动定位组件下移避免错位产生的冲压损耗。
14、与现有技术相比,本发明的有益效果是:
15、1.本发明通过移动组件配合冲压头每次冲压的动作,驱动定位组件进行移动,使得定位组件上固定的夹钳组件的连接孔在冲压完成后按照顺序移动至冲压头下,为下次冲压做准备,这样避免了每次冲压之后需要工人进行校准定位,增加了准确性同时提高了冲压效率;
16、2.本发明通过定位组件能将夹钳的各组件进行固定,而且也能将夹钳组件的连接块进行对准,避免了工人因为疏忽而导致的连接孔没有对准的情况出现,而使得冲压头直接冲压使得夹钳组件受损;
17、3.本发明通过检测组件可以配合定位组件的动作判定是否被卡住,如果被卡住那么冲压头就能对准连接孔进行冲压,如果检测组件没有卡住定位组件,那么代表夹钳的连接孔没有对准冲压头,此时冲压头冲压将抵住定位组件下移,从而抵消了冲压头的力,避免了夹钳被冲压头冲压损坏。
技术特征:
1.一种金属搭扣自动化冲压成型装置,包括冲压机(1),其特征在于:所述冲压机(1)冲压头的后端固定连接有移动组件(2)用于配合冲压头移动固定后的夹钳,所述移动组件(2)的下端固定连接于冲压机(1)的下部,所述移动组件(2)的前端滑动连接有定位组件(3)用于组合固定夹钳中的各部件;所述定位组件(3)的下端固定连接有检测组件(4)用于检测定位组件(3)是否移动到位,所述检测组件(4)的下端固定连接于冲压机(1)的下部。
2.根据权利要求1所述的一种金属搭扣自动化冲压成型装置,其特征在于:所述移动组件(2)包括:连接柄(21)、固定滑槽块(22)、限位槽(23)、驱动件(24),所述连接柄(21)的上端固定连接于冲压机(1)冲压头的后端,所述连接柄(21)的下端固定连接于固定滑槽块(22)的上端,所述固定滑槽块(22)的后端滑动连接于限位槽(23)的内壁,所述限位槽(23)的下端固定连接于冲压机(1)的下部,所述限位槽(23)的下部固定连接于驱动件(24)的左右两端。
3.根据权利要求2所述的一种金属搭扣自动化冲压成型装置,其特征在于:所述驱动件(24)还包括:滑动块(241)、转动爪(242)、弹簧(243),所述驱动件(24)的中部滑动连接于弹簧(243)的中部,所述弹簧(243)后端圆柱销滑动连接于固定滑槽块(22)前部的滑槽,所述弹簧(243)的前端转动连接于转动爪(242)的后端,所述转动爪(242)的中部固定连接于弹簧(243)的一端,所述弹簧(243)的另一端固定连接于滑动块(241)的前端。
4.根据权利要求1所述的一种金属搭扣自动化冲压成型装置,其特征在于:所述定位组件(3)包括:l形柄卡合件(31)、圆柱卡合件(32)、组合板(33)、定位板(34),所述组合板(33)的前端滑动连接于检测组件(4)的上端,所述组合板(33)的左端滑动连接于l形柄卡合件(31)的右端,所述组合板(33)的右端滑动连接于圆柱卡合件(32)的左端,所述组合板(33)的底部固定连接有多个定位板(34)。
5.根据权利要求4所述的一种金属搭扣自动化冲压成型装置,其特征在于:所述l形柄卡合件(31)还包括:l形柄卡件(311)、滑动槽件一(312)、固定转柄一(313),所述l形柄卡件(311)的右端固定连接于滑动槽件一(312)的左端,所述滑动槽件一(312)的右端滑动连接于组合板(33)后端的滑槽,所述滑动槽件一(312)前端的滑槽滑动连接于固定转柄一(313)的左端,所述固定转柄一(313)的右端转动连接于组合板(33)的后部内壁,所述滑动槽件一(312)右端的弹簧固定连接于组合板(33)后端的内壁。
6.根据权利要求4所述的一种金属搭扣自动化冲压成型装置,其特征在于:所述圆柱卡合件(32)还包括:圆柱推柄(321)、滑动槽件二(322)、固定转柄二(323),所述圆柱推柄(321)的左端固定连接于滑动槽件二(322)的右端,所述滑动槽件二(322)的左端滑动连接于组合板(33)后端的滑槽,所述滑动槽件二(322)前端的滑槽滑动连接于固定转柄二(323)的右端,所述固定转柄二(323)的左端转动连接于组合板(33)的后部内壁,所述滑动槽件二(322)左端的弹簧固定连接于组合板(33)后端的内壁。
7.根据权利要求1所述的一种金属搭扣自动化冲压成型装置,其特征在于:所述检测组件(4)包括:插孔固定块(41)、插件(42)、弹性顶件(43),所述插孔固定块(41)的下端固定连接于冲压机(1)的下部,所述插孔固定块(41)上端的槽滑动连接于定位组件(3)的前端,所述插孔固定块(41)的中部滑动连接于插件(42)的前端,所述插件(42)后侧的上端设置弹性顶件(43),所述弹性顶件(43)固定连接于插孔固定块(41)的中部。
8.一种金属搭扣自动化冲压成型工艺,适用于权利要求1-7中任意一项所述一种金属搭扣自动化冲压成型装置,其特征在于:该冲压具体步骤为:
技术总结
本发明公开了搭扣冲压装置技术领域的一种金属搭扣自动化冲压成型装置,包括冲压机,冲压机冲压头的后端固定连接有移动组件用于配合冲压头移动固定后的夹钳,移动组件的下端固定连接于冲压机的下部,移动组件的前端滑动连接有定位组件用于组合固定夹钳中的各部件,定位组件的下端固定连接有检测组件用于检测定位组件是否移动到位,检测组件的下端固定连接于冲压机的下部,通过定位组件能将夹钳的各组件进行固定,而且也能将夹钳组件的连接块进行对准,避免了工人因为疏忽而导致的连接孔没有对准的情况出现,而使得冲压头直接冲压使得夹钳组件受损。
技术研发人员:钟利民,陶浩峰,钟洁
受保护的技术使用者:嘉兴市合盛五金股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!