一种电芯极柱与汇流排焊接用工装的制作方法
本发明涉及电池模组,具体为一种电芯极柱与汇流排焊接用工装。
背景技术:
1、动力电池组是组成动力电池系统的次级结构之一,动力电池模组是由多个单体电芯串并联组装而成。而汇流排就是实现多个电芯串联的工具,将汇流排与多个单体电芯的极柱相焊接,实现多个单体电芯相串联。而在焊接后,要求汇流排与单体电芯之间连接紧固,要求汇流排上的连接片与电池的极柱接触电阻小、抗振动和牢靠程度高。
2、而在将汇流排与单体电芯进行焊接时,极易发生焊接偏离或者虚焊等。因此市面上出现了电芯极柱与汇流排焊接用工装,以辅助汇流排与单体电芯进行焊接。例如,公开号为cn216720238u,名称为一种电池模组装配夹具及电池模组焊接装置的专利文献,其就公开了一种类似的电芯极柱与汇流排焊接用工装。但是此种装置结构复杂,制造成本高,且操作繁琐。同时其无法同时对汇流排上的多个连接片进行压紧定位。
技术实现思路
1、本发明的目的在于提供一种电芯极柱与汇流排焊接用工装,以解决上述背景技术中提出的问题。
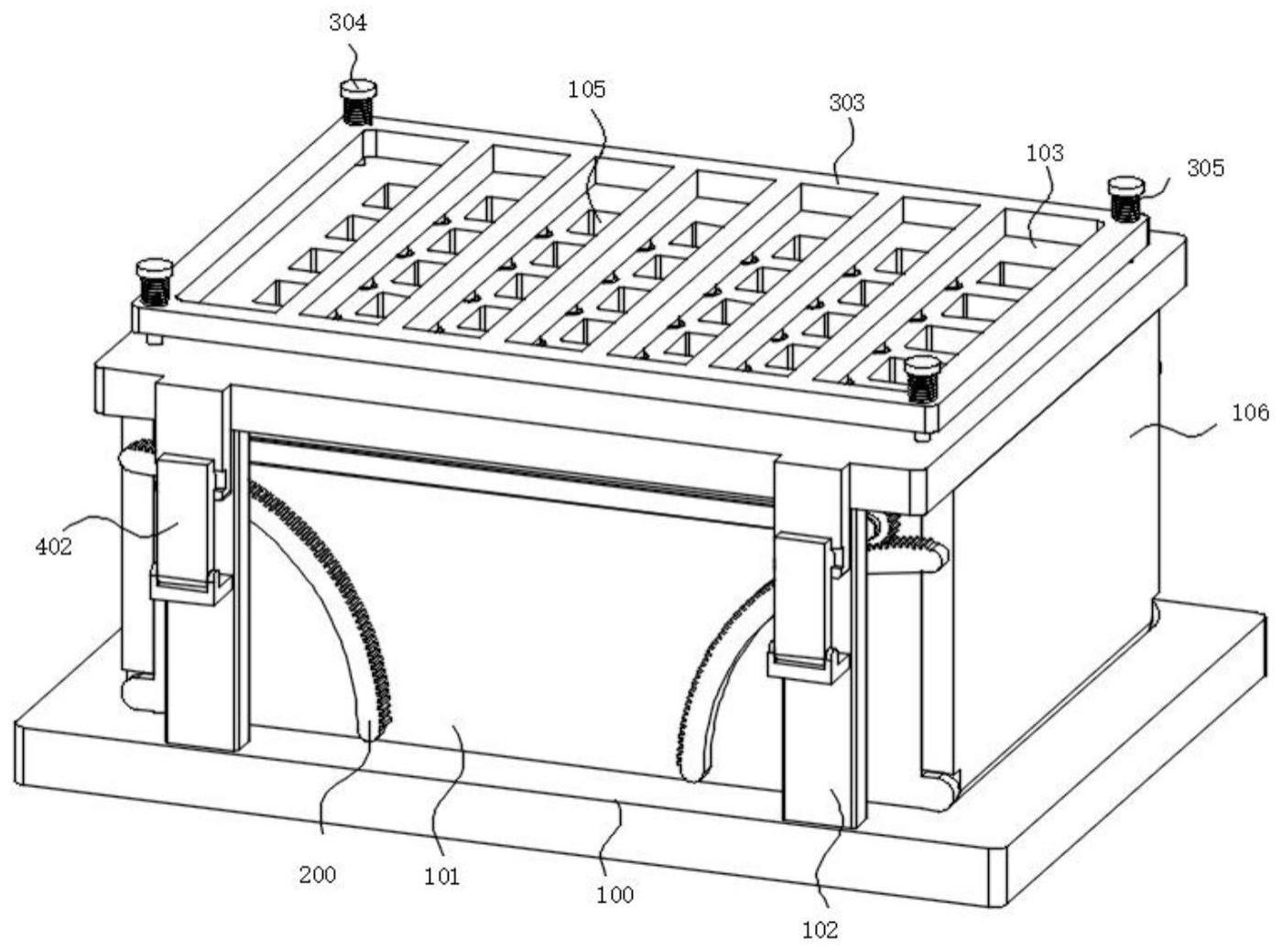
2、为实现上述目的,本发明提供如下技术方案:一种电芯极柱与汇流排焊接用工装,本技术方案中优选的,盒体,为中空结构,其顶面设有开口,内部用于放置至少一个电芯;顶盖,设置于所述盒体的开口上,于所述至少一个电芯的极柱处对应设置有至少一个焊接口;至少一组按压结构,设置于所述顶盖靠近所述电芯的一侧;其中,所述按压结构具有第一状态和第二状态,所述按压结构处于第一状态时,所述按压结构吸附与多个所述电芯的电芯极柱一一对应的连接片,多个所述连接片用于组成汇流排;所述按压结构处于第二状态时,所述按压结构用于使对应的电芯极柱和连接片紧密接触。
3、本技术方案中优选的,所述盒体具有限制结构,所述限制结构用于将电池模组限制于所述盒体内的设定位置,所述盒体具有四个侧壁,且四个侧壁中,第一侧壁和第二侧壁相对设置,第一侧壁和第二侧壁中的至少一个为活动侧板,所述活动侧板形成所述限制结构,每一个所述的活动侧板均通过铰接轴与盒体相铰接,所述铰接轴的轴心线沿第一方向延伸,所述第一方向平行于所述盒体底部与所述活动侧板相连接的侧边;每一个所述的活动侧板均具有开启和关闭的两种工作状态,所述活动侧板位于关闭状态时,所述活动侧板用于限制电池模组于所述盒体内的设定位置,所述活动侧板位于开启状态时,用于取放位于所述盒体内的电池模组;锁定组件,所述锁定组件设置于所述活动侧板和所述盒体之间,所述锁定组件用于限制所述活动侧板处于关闭状态时,限制所述活动侧板与盒体之间产生绕铰接轴的相对转动。
4、本技术方案中优选的,所述锁定组件包括:一个/两个并行的弧形齿条,每个所述弧形齿条环绕的轴心线与铰接轴的轴心线重合,一个/两个并行所述的弧形齿条分别设置于所述活动侧板沿第二方向上的一侧/两侧;与所述弧形齿条一一对应的齿轮,所述齿轮通过固定轴与所述盒体形成转动连接,且固定轴的轴心线沿第一方向延伸,所述齿轮可与所述弧形齿条相啮合;防反转机构,所述防反转机构设置于固定轴和所述齿轮之间,用于限制所述齿轮只能单向转动。
5、本技术方案中优选的,所述防反转机构包括:设置于所述固定轴上的棘轮;开设于所述齿轮上的圆形空腔,所述棘轮位于所述圆形空腔内,且所述圆形空腔与所述棘轮的轴心线相重合;沿所述圆形空腔侧壁设置的多个第一弹簧,所述第一弹簧上还设置有棘爪,所述第一弹簧用于为棘爪提供与所述棘轮外表面产生相抵触的力,所述棘爪用于所述齿轮反向转动时,与所述棘轮相卡接。
6、本技术方案中优选的,所述锁定组件还包括解锁机构,所述解锁机构用于解除所述齿轮和所述弧形齿条的啮合状态。
7、作为优选的,所述解锁机构包括:开设于所述盒体上的并且与所述固定轴一一对应的条形孔,所述条形孔的延伸方向垂直于所述固定轴的轴向,所述条形孔与所述固定轴相适配;设置于所述固定轴上的固定杆,所述固定杆的轴向平行于条形孔的延伸方向;开设于条形孔内的插接孔,所述插接孔延伸方向平行于条形孔的延伸方向,所述插接孔与固定杆相适配;第二弹簧,所述第二弹簧套设于所述固定杆上,所述第二弹簧用于为固定轴提供远离所述插接孔的力。
8、本技术方案中优选的,所述定位结构包括:多个定位杆,多个所述的定位杆沿第一方向进行延伸,第一方向平行于所述顶盖的厚度方向;开设于所述顶盖上与多个所述定位杆一一对应的定位槽。
9、本技术方案中优选的,所述盒体和所述顶盖之间还设置有固定结构,所述固定结构用于限制所述盒体和所述顶盖之间产生沿第一方向上的相对位移。
10、作为优选的,所述固定结构包括:多个设置于所述顶盖上的第一挂钩;与多个所述第一挂钩一一对应的第二挂钩,所述第二挂钩设置于盒体上,所述第二挂钩用于与第一挂钩相挂接。
11、本技术方案中优选的,所述第一挂钩包括:第一挂接块,所述第一挂接块沿第一方向延伸;开设于第一挂接块上的限位槽;所述第二挂钩包括:铰接块,所述铰接块设置于所述盒体上;第二挂接块,所述第二挂接块沿第一方向延伸,且第二挂接块与铰接块相铰接;设置于所述第二挂接块上的限位块,所述限位块与限位槽相适配;第四弹簧,所述第四弹簧的第一端与第二挂接块相连接,所述第四弹簧的第二端与所述盒体相连接,所述第四弹簧储蓄有使所述限位块靠近所述限位槽的势能。
12、本技术方案中优选的,所述按压结构包括:提升框,所述提升框上设置有多个活塞柱,所述活塞柱的轴向平行于第一方向;开设于所述顶盖上与多个所述活塞柱一一对应的连接孔;与多个所述连接孔一一对应的活塞吸盘,所述活塞吸盘设置于所述顶盖上,且所述活塞柱能够通过所述连接孔与所述活塞吸盘产生活塞运动;
13、提升组件,所述提升组件用于使所述提升框沿第一方向远离所述顶盖的趋势。
14、本技术方案中优选的,所述提升组件包括:多个贯穿所述提升框的导向柱,所述导向柱的轴心线沿第一方向延伸,且导向柱的第一端与所述顶盖相连接;与多个所述导向柱一一对应的固定块和第三弹簧,所述固定块设置于所述导向柱的第二端,所述第三弹簧套接于所述的导向柱上,且第三弹簧的第一端与所述固定块相连接,所述第三弹簧的第二端与所述提升框相连接。
15、与现有技术相比,本发明的有益效果是:
16、该电芯极柱与汇流排焊接用工装,通过盒体和顶盖上的按压结构的设计,实现了在对电芯极柱和汇流排进行焊接时,能够通过盒体和顶盖精准的对电芯极柱和汇流排进行定位。同时在进行焊接时,可以通过按压结构对汇流排上的连接片施加压力,使得连接片和电芯极柱之间无间隙,进而提升焊接质量。并且该工装结构简单,易于操作,利用焊接工具依次通过焊接口能够进行精准焊接。
技术特征:
1.一种电芯极柱与汇流排焊接用工装,其特征在于,包括:
2.根据权利要求1所述的电芯极柱与汇流排焊接用工装,其特征在于,所述盒体(101)具有限制结构,所述限制结构用于将电池模组限制于所述盒体(101)内的设定位置,所述盒体(101)具有四个侧壁,且四个侧壁中,第一侧壁和第二侧壁相对设置,第一侧壁和第二侧壁中的至少一个为活动侧板(106),所述活动侧板(106)形成所述限制结构,每一个所述的活动侧板(106)均通过铰接轴与盒体(101)相铰接,所述铰接轴的轴心线沿第一方向延伸,所述第一方向平行于所述盒体(101)底部与所述活动侧板(106)相连接的侧边;
3.根据权利要求2所述的电芯极柱与汇流排焊接用工装,其特征在于,所述锁定组件包括:
4.根据权利要求3所述的电芯极柱与汇流排焊接用工装,其特征在于,所述防反转机构包括:
5.根据权利要求4所述的电芯极柱与汇流排焊接用工装,其特征在于,所述锁定组件还包括解锁机构,所述解锁机构用于解除所述齿轮(201)和所述弧形齿条(200)的啮合状态;
6.根据权利要求1至5任意一项所述的电芯极柱与汇流排焊接用工装,其特征在于,所述定位结构包括:
7.根据权利要求1至5任意一项所述的电芯极柱与汇流排焊接用工装,其特征在于,所述盒体(101)和所述顶盖(103)之间还设置有固定结构,所述固定结构用于限制所述盒体(101)和所述顶盖(103)之间产生沿第一方向上的相对位移;
8.根据权利要求7所述的电芯极柱与汇流排焊接用工装,其特征在于,所述第一挂钩包括:
9.根据权利要求1至5任意一项所述的电芯极柱与汇流排焊接用工装,其特征在于,所述按压结构包括:
10.根据权利要求9所述的电芯极柱与汇流排焊接用工装,其特征在于,所述提升组件包括:
技术总结
本发明公开了一种电芯极柱与汇流排焊接用工装,涉及电池模组技术领域。包括:盒体,为中空结构,其顶面设有开口,内部用于放置至少一个电芯;顶盖,设置于所述盒体的开口上,于所述至少一个电芯的极柱处对应设置有至少一个焊接口;至少一组按压结构,设置于所述顶盖靠近所述电芯的一侧;其中,所述按压结构具有第一状态和第二状态。本发明通过盒体和顶盖上的按压结构的设计,在进行焊接时,可以通过按压结构对汇流排上的连接片施加压力,使得连接片和电芯极柱之间无间隙,进而提升焊接质量。并且该工装结构简单,易于操作,利用焊接工具依次通过焊接口能够进行精准焊接。
技术研发人员:吴伟军
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!