一种连退机组平整机换辊夹钳装置的制作方法
本发明涉及连退机组平整机领域,具体是一种连退机组平整机换辊夹钳装置。
背景技术:
1、连退机组平整机换辊装置经常出现换辊脱钩造成换辊中断,主要是因平整机换辊过程中对夹钳拉力较大,驱动夹钳拉扯辊的电机抱闸无法承受换辊冲击负荷造成抓钩脱钩,操作人员需要重新利用吊车将工作辊及中间辊放置到夹钳中,且换辊中断需要重新启动换辊控制程序,让夹钳重新夹住辊体,给生产操作人员及机组平稳运行带来极大影响。
技术实现思路
1、本发明的目的在于提供一种连退机组平整机换辊夹钳装置,能提高了换辊夹钳锁紧功能的稳定与可靠性,减少人为因素干扰,提高换辊效率。
2、本发明的目的可以通过以下技术方案实现:
3、一种连退机组平整机换辊夹钳装置,包括换辊车、工作辊夹紧组件、液压控制组件、控制器和检测组件,所述工作辊夹紧装置连接在换辊车上,所述检测组件用于检测工作辊夹紧装置是否夹紧平整机辊,所述控制器用于检测组件的信号,通过接收的信号控制换辊车移动或停止,及控制液压控制组件开启或停止,所述液压控制组件用于控制工作辊夹紧组件夹紧或放开平整机辊。
4、进一步的方案中,所述工作辊夹紧组件包括液压伸缩缸、夹钳、挡板和框架,所述液压伸缩缸的固定端连接在框架上,所述框架上设置有限位槽,所述夹钳连接在液压伸缩缸的伸缩端上,且滑动连接在限位槽内,所述挡板连接在框架内,且位于夹钳的一侧。
5、进一步的方案中,所述液压伸缩缸和夹钳的数量至少为两个,且对分别布置在框架的两侧。
6、进一步的方案中,所述工作辊夹紧组件的数量为四个,四个工作辊夹紧组件竖直排列,均连接在换辊车上。
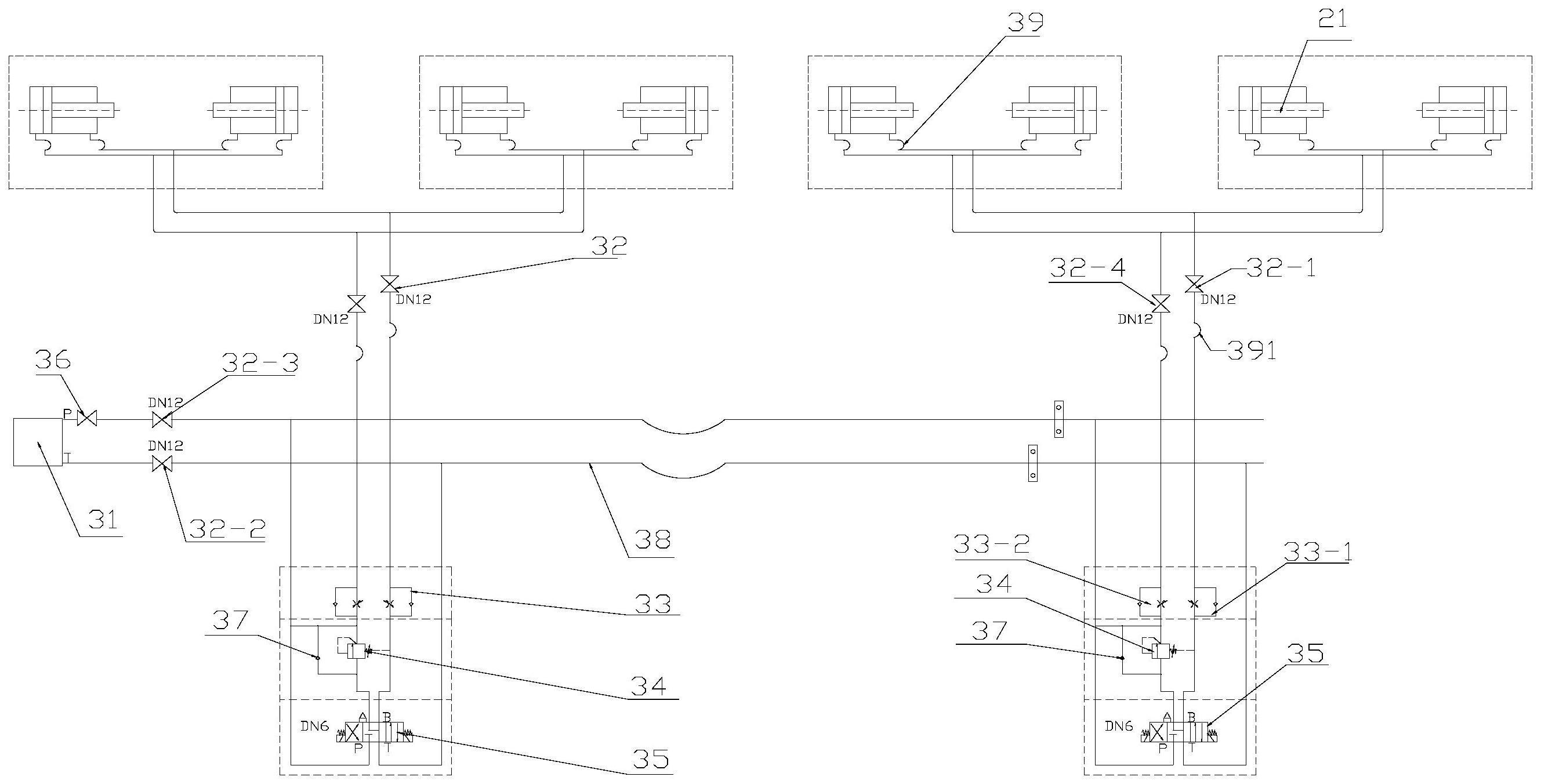
7、进一步的方案中,所述液压控制组件包括液压动力源、高压球阀、调速阀、溢流阀、三位四通换向阀、电磁流量计和单向阀,液压伸缩缸的液压油出口端依次通过第一个高压球阀-、第一个调速阀-后分别与溢流阀的一个卸油口和三位四通换向阀b口连通,所述三位四通换向阀t口通过第二个高压球阀-与液压动力源的t口连接,所述三位四通换向阀的a口均与溢流阀的进油口和单向阀的进油端连通,所述溢流阀的出油口均与第二个调速阀-的进油口和所述单向阀的出油端连通,所述液压动力源的p口依次连通电磁流量计、第三个高压球阀-后与所述单向阀的出油端的连通,所述单向阀的出油端并联连通三位四通换向阀的p口,所述第二个调速阀-的出油口通过第四个高压球阀-与液压伸缩缸的液压油进口端连通。
8、进一步的方案中,所述液压伸缩缸的数量为八个,均分为四组,每个液压伸缩缸上均连接一个夹钳,每组内液压伸缩缸的进油口相互连通,出油口相互连通,四组均分为两类,每类内一组液压伸缩缸-的进油口与另一组液压伸缩缸-的出油口连通,且并联在第一个高压球阀-上,每类内一组液压伸缩缸-的出油口与另一组液压伸缩缸-的进油口连通,且并联在第四个高压球阀-上,两类对称设置。
9、进一步的方案中,所述液压动力源的供油压力为12-20mpa,供油流量为10-15l/min。
10、进一步的方案中,所述夹钳上连接有导向装置。
11、进一步的方案中,所述检测组件包括位置传感器和接近开关,所述接近开关连接在框架的顶部,所述位置传感器设置在换辊车的轨道上。
12、进一步的方案中,所述液压控制组件的连接管道包括预置管路和外接管路,所述预置管路预置在工作辊夹紧组件上,所述外接管路用于与预置管路连接,所述外接管路包括软管。
13、本发明的有益效果:
14、1、本发明中通过换辊车、工作辊夹紧组件、液压控制组件、控制器和检测组件的相互配合,提高了换辊夹钳锁紧功能的稳定与可靠性,连退机组采用一键式换辊模式,目的就是减少人为因素干扰,提高换辊效率及换辊时间,保证机组时刻处于高速运行状态,提高设备运行稳定性及产能。
15、2、本发明工作辊夹紧组件包括液压伸缩缸、夹钳、挡板和框架,结构简单,对工作辊夹取时可靠稳定,限位作用好。
16、3、本发明液压控制组件,通过三位四通换向阀、单向阀、调速阀、溢流阀、高压球阀等阀门配合连接管、转换接头控制液压伸缩缸,调速阀控制液压伸缩缸的动作速度稳定性,通过溢流阀确保液压系统安全稳定,配合检测组件,实现到抽辊时或放开辊时到位精确。
技术特征:
1.一种连退机组平整机换辊夹钳装置,其特征在于,包括换辊车(1)、工作辊夹紧组件(2)、液压控制组件(3)、控制器(4)和检测组件(5),所述工作辊夹紧装置(2)连接在换辊车(1)上,所述检测组件(5)用于检测工作辊夹紧装置(2)是否夹紧平整机辊,所述控制器(4)用于检测组件(5)的信号,通过接收的信号控制换辊车(1)移动或停止,及控制液压控制组件(3)开启或停止,所述液压控制组件(3)用于控制工作辊夹紧组件(2)夹紧或放开平整机辊。
2.根据权利要求1所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述工作辊夹紧组件(2)包括液压伸缩缸(21)、夹钳(22)、挡板(23)和框架(24),所述液压伸缩缸(21)的固定端连接在框架(24)上,所述框架(24)上设置有限位槽(241),所述夹钳(22)连接在液压伸缩缸(21)的伸缩端上,且滑动连接在限位槽(241)内,所述挡板(23)连接在框架(24)内,且位于夹钳(22)的一侧。
3.根据权利要求2所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述液压伸缩缸(21)和夹钳(22)的数量至少为两个,且对分别布置在框架(24)的两侧。
4.根据权利要求2所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述工作辊夹紧组件(2)的数量为四个,四个工作辊夹紧组件(2)竖直排列,均连接在换辊车(1)上。
5.根据权利要求2所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述液压控制组件(3)包括液压动力源(31)、高压球阀(32)、调速阀(33)、溢流阀(34)、三位四通换向阀(35)、电磁流量计(36)和单向阀(37),液压伸缩缸(21)的液压油出口端依次通过第一个高压球阀(32-1)、第一个调速阀(33-1)后分别与溢流阀(34)的一个卸油口和三位四通换向阀(35)b口连通,所述三位四通换向阀(35)t口通过第二个高压球阀(32-2)与液压动力源(31)的t口连接,所述三位四通换向阀(35)的a口均与溢流阀(34)的进油口和单向阀(37)的进油端连通,所述溢流阀(34)的出油口均与第二个调速阀(33-2)的进油口和所述单向阀(37)的出油端连通,所述液压动力源(31)的p口依次连通电磁流量计(36)、第三个高压球阀(32-3)后与所述单向阀(37)的出油端的连通,所述单向阀(37)的出油端并联连通三位四通换向阀(35)的p口,所述第二个调速阀(33-2)的出油口通过第四个高压球阀(32-4)与液压伸缩缸(21)的液压油进口端连通。
6.根据权利要求5所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述液压伸缩缸(21)的数量为八个,均分为四组,每个液压伸缩缸(21)上均连接一个夹钳(22),每组内液压伸缩缸(21)的进油口相互连通,出油口相互连通,四组均分为两类,每类内一组液压伸缩缸(21-1)的进油口与另一组液压伸缩缸(21-2)的出油口连通,且并联在第一个高压球阀(32-1)上,每类内一组液压伸缩缸(21-1)的出油口与另一组液压伸缩缸(21-2)的进油口连通,且并联在第四个高压球阀(32-4)上,两类对称设置。
7.根据权利要求5所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述液压动力源(31)的供油压力为12-20mpa,供油流量为10-15l/min。
8.根据权利要求2所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述夹钳(22)上连接有导向装置(25)。
9.根据权利要求2所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述检测组件(5)包括位置传感器(51)和接近开关(52),所述接近开关(52)连接在框架(24)的顶部,所述位置传感器(51)设置在换辊车(1)的轨道上。
10.根据权利要求1-9任一所述的一种连退机组平整机换辊夹钳装置,其特征在于,所述液压控制组件(3)的连接管道包括预置管路(38)和外接管路(39),所述预置管路(38)预置在工作辊夹紧组件(2)上,所述外接管路(39)用于与预置管路(38)连接,所述外接管路(39)包括软管(391)。
技术总结
本发明涉及连退机组平整机领域,具体公开了一种连退机组平整机换辊夹钳装置,包括换辊车、工作辊夹紧组件、液压控制组件、控制器和检测组件,所述工作辊夹紧装置连接在换辊车上,所述检测组件用于检测工作辊夹紧装置是否夹紧平整机辊,所述控制器用于检测组件的信号,通过接收的信号控制换辊车移动或停止,及控制液压控制组件开启或停止,所述液压控制组件用于控制工作辊夹紧组件夹紧或放开平整机辊。该装置能提高了换辊夹钳锁紧功能的稳定与可靠性,减少人为因素干扰,提高换辊效率。
技术研发人员:邓承龙,雷华北,唐梦霞,孙坤
受保护的技术使用者:攀钢集团西昌钢钒有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!