一种缸筒油口直角接头焊接夹具的制作方法
1.本实用新型涉及一种焊接工装,具体是一种缸筒油口直角接头焊接夹具。
背景技术:
2.焊接夹具:焊接时用来定位、固定工件,可以提高装配精度和焊接效率、防止焊接变形所采用的夹具。
3.在液压油缸缸筒上焊接直角油口接头过程中,常常由人工手持进行焊接,由于直角接头没有固定住,使得对接口容易发生偏移,焊接质量受人为因素的影响大。现有的一些夹具,在针对直角接头工件进行夹装时,往往会出现拆装困难、定位不准确、制造过程复杂、影响接头表面质量等问题,使得劳动生产率降低。
技术实现要素:
4.为解决上述技术问题,本实用新型提供一种方便定位和夹紧直角接头工件的缸筒油口直角接头焊接夹具。
5.本实用新型通过以下技术方案实现:一种缸筒油口直角接头焊接夹具,包括底座,底座上表面固定有u型定位块;所述u型定位块的u型槽内开设有弧形槽,u型槽用于放置直角接头,弧形槽用于放置直角接头的螺纹末端外圆;所述u型定位块的u型槽底部开设有多个贯穿孔,贯穿孔中放置磁棒。
6.其进一步是:所述u型定位块的一端设置有挡板。
7.所述挡板与底座一端通过螺钉固定连接。
8.所述u型定位块的u型槽的底部为弧形面,u型槽的两侧壁为平面。
9.所述贯穿孔贯穿u型定位块和底座。
10.所述贯穿孔设置有3组,3组贯穿孔沿着u型槽轴向均布;每组贯穿孔包括两个,两个贯穿孔沿着u型槽中心对称布置。
11.所述底座和u型定位块一体成型。
12.与现有技术相比,本实用新型的有益效果是:
13.1、利用u型定位块上的u型槽、弧形槽来定位工件,同时在贯穿孔中放入对工件起一定吸附作用的磁棒,在此吸力下可用手轻松拆装工件,也避免了夹具在夹持工件过程中对工件表面质量的影响;
14.2、采用挡板对直角油口接头进行限位,避免了直角油口接头在焊接应力作用下变形翘起,使直角油口接头始终与缸筒油口保持垂直;底座和u型定位块采用铜质材料,使磁力线主要从工件中经过,同时铜质材料相对于接头工件较软,避免装夹过程中与接头工件碰撞而影响接头工件的表面质量;
15.3、简化了夹具的结构,降低了生产成本,提高接头工件的装卸速度和接头工件表面质量,提高焊接效率。
附图说明
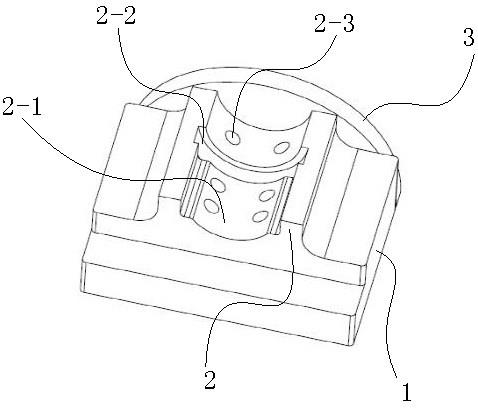
16.图1是本实用新型结构示意图;
17.图中:1、底座;2、u型定位块;2-1、u型槽;2-2、弧形槽;2-3、贯穿孔;3、挡板。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.如图1所示,一种缸筒油口直角接头焊接夹具,底座1上表面具有u型定位块2,底座和u型定位块采用铜质材料,底座1和u型定位块2一体成型。u型定位块2上具有u型槽2-1,u型槽2-1的底部为弧形面,u型槽2-1的两侧壁为平面。u型槽2-1内开设有弧形槽2-2,u型槽2-1用于放置直角接头,弧形槽2-2用于放置直角接头的螺纹末端外圆。u型定位块2的一端设置有挡板3,挡板3与底座1一端通过螺钉固定连接。
20.u型槽2-1底部开设有多个贯穿孔2-3,贯穿孔2-3贯穿u型定位块2和底座1,贯穿孔2-3中放置磁棒。贯穿孔2-3设置有3组,3组贯穿孔2-3沿着u型槽2-1轴向均布;每组贯穿孔2-3包括两个,两个贯穿孔2-3沿着u型槽2-1中心对称布置。
21.本实施例中,采用u型定位块2、u型槽2-1、弧形槽2-2、挡板3对直角油口接头进行定位,定位过程迅速且夹具结构简单易制作。在对接头工件进行夹紧时,夹具与工件间的碰撞会影响工件表面质量,焊接过程结束后对夹具的拆卸也较为麻烦,为此,本实施例中通过磁棒对工件的吸附作用来对工件进行夹紧,铜质材料的选择也有利于保护工件表面质量。
22.综上,本焊接夹具简化了复杂夹具的结构,降低了生产成本,提高接头工件的装卸速度和接头工件表面质量,提高焊接效率。
23.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种缸筒油口直角接头焊接夹具,其特征在于:包括底座(1),底座(1)上表面固定有u型定位块(2);所述u型定位块(2)的u型槽(2-1)内开设有弧形槽(2-2),u型槽(2-1)用于放置直角接头,弧形槽(2-2)用于放置直角接头的螺纹末端外圆;所述u型定位块(2)的u型槽(2-1)底部开设有多个贯穿孔(2-3),贯穿孔(2-3)中放置磁棒。2.根据权利要求1所述的一种缸筒油口直角接头焊接夹具,其特征在于:所述u型定位块(2)的一端设置有挡板(3)。3.根据权利要求2所述的一种缸筒油口直角接头焊接夹具,其特征在于:所述挡板(3)与底座(1)一端通过螺钉固定连接。4.根据权利要求1所述的一种缸筒油口直角接头焊接夹具,其特征在于:所述u型定位块(2)的u型槽(2-1)的底部为弧形面,u型槽(2-1)的两侧壁为平面。5.根据权利要求1所述的一种缸筒油口直角接头焊接夹具,其特征在于:所述贯穿孔(2-3)贯穿u型定位块(2)和底座(1)。6.根据权利要求1所述的一种缸筒油口直角接头焊接夹具,其特征在于:所述贯穿孔(2-3)设置有3组,3组贯穿孔(2-3)沿着u型槽(2-1)轴向均布;每组贯穿孔(2-3)包括两个,两个贯穿孔(2-3)沿着u型槽(2-1)中心对称布置。7.根据权利要求1所述的一种缸筒油口直角接头焊接夹具,其特征在于:所述底座(1)和u型定位块(2)一体成型。
技术总结
本实用新型公布一种缸筒油口直角接头焊接夹具,属于焊接工装技术领域。包括底座,底座上表面固定有U型定位块;所述U型定位块的U型槽内开设有弧形槽,U型槽用于放置直角接头,弧形槽用于放置直角接头的螺纹末端外圆;所述U型定位块的U型槽底部开设有多个贯穿孔,贯穿孔中放置磁棒。本实用新型利用U型定位块上的U型槽、弧形槽来定位工件,采用挡板对直角油口接头进行限位,避免了直角油口接头在焊接应力作用下变形翘起;在磁棒吸力下可用手轻松拆装工件;本实用新型简化了夹具的结构,降低了生产成本,提高接头工件的装卸速度和接头工件表面质量,提高焊接效率。提高焊接效率。提高焊接效率。
技术研发人员:曹星星 李斯 韦金钰 蔡远远 吴磊
受保护的技术使用者:徐州徐工液压件有限公司
技术研发日:2022.01.12
技术公布日:2022/6/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1