锚板挤压机的制作方法
1.本实用新型涉及预应力产品加工机械技术领域,尤其是一种用于对锚具的锥孔、进行双面挤压倒角的锚板挤压机。
背景技术:
2.在锚具的制造过程中要对锚板锥孔强化、精加工的锚孔用挤压机进行挤压,传统的锚板挤压机是以人工送料及收料,容易出事故,工作效率低、放料未到位、劳动强度大;退模采用弹簧退模系统,存在退模力小、卡模情况;模具挤压采用单面挤压,效率慢、挤压面两面不对中、挤压面容易出现偏差。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种锚板挤压机,它可以解决现有锚板挤压机人工送料及收料,容易出事故,工作效率低及退模力小、易卡模和挤压面易出现偏差、劳动强度大等诸多的问题。
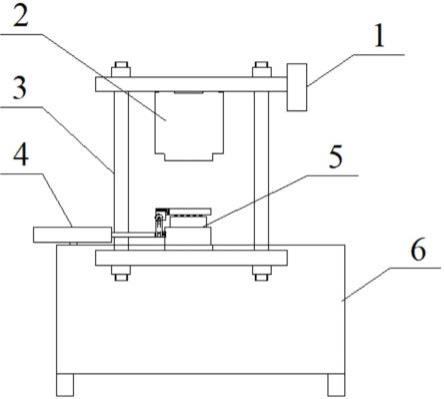
4.为了解决上述问题,本实用新型的技术方案是:这种锚板挤压机包括设置在工作台上的控制箱,挤压千斤顶,反力架,气压自动传送系统和模具;
5.所述反力架设置在所述工作台中部,所述挤压千斤顶和所述控制箱安装在所述反力架的上部;所述气压自动传送系统和所述模具安装在所述工作台的台面上,所述气压自动传送系统通过传动杆与所述模具相连接,所述气压自动传送系统通过所述传动杆的伸缩驱动所述模具在所述工作台的台面上移动,将所述模具移至或移出所述挤压千斤顶的正下方;可对不同锚具的挤压选用不同的与锚具相应的锚板倒角模和锚板挤压模。
6.上述技术方案中,更为具体的方案是:所述模具包括翻盖把手,倒角模固定板,锚板倒角模,锚板挤压模,退模顶板,锚板挤压模固定螺杆,退模底板,退模顶杆,退模油缸,退模活塞,翻盖,翻盖铰链,铰链弹簧,退模弹簧,退模油缸盖板,退模油缸油管;
7.所述翻盖的一端与所述翻盖铰链上端铰接,所述翻盖铰链下端固定于所述退模底板的外侧,所述翻盖铰链内设置有所述铰链弹簧,所述翻盖的另一端设置有翻盖把手,所述翻盖下部安装有锚板倒角模并由倒角模固定板固定;所述退模顶板设置在所述退模底板的上方,所述锚板挤压模固定螺杆穿入所述退模底板,并把所述锚板挤压模固定于退模底板上端面,所述锚板挤压模穿过所述退模顶板置于锚板挤压模固定螺杆上方,所述退模弹簧设置在所述退模顶板和所述退模底板之间;所述退模油缸盖板安装于所述退模油缸上端面,用于限住所述退模活塞在所述退模油缸内运动,所述退模顶杆设置在退模活塞上端面,并穿过所述退模底板,用于顶开所述退模顶板,所述退模底板固定于所述退模油缸上端面,所述退模油缸通过所述退模油缸油管与所述挤压千斤顶有杆腔油路相连通,挤压千斤顶有杆腔接头处安装有单向阀。
8.进一步:所述控制箱包括plc控制系统和触模屏控制系统用以控制整个锚板挤压机的工作;
7的外侧,翻盖铰链5-12内设置有铰链弹簧5-13,翻盖5-11的另一端设置有翻盖把手5-1,翻盖5-11下部安装有锚板倒角模5-3并由倒角模固定板5-2固定;退模顶板5-5设置在退模底板5-7的上方,锚板挤压模固定螺杆5-6穿入退模底板5-7及退模顶板5-5并把锚板挤压模5-4,固定于退模顶板5-5上端面,退模弹簧5-14,设置在退模顶板5-5和退模底板5-10之间;退模油缸盖板5-15安装于退模油缸5-9上端面,用于限住退模活塞5-10在退模油缸5-9内运动,退模顶杆5-8设置在退模活塞5-10上端面,并穿过退模底板5-7,用于顶开退模顶板,退模底板5-10固定于退模油缸5-9上端面,退模油缸5-9通过退模油缸油管5-16与挤压千斤顶2相连通。
27.控制箱1里包括plc控制系统和触模屏控制系统控制整个锚板挤压机的工作。
28.本实用新型工作原理如下:先选择需要使用的模具5,然后把需要挤压的锚具7放入锚板挤压模5-5上,用翻盖把手5-2将翻盖5-11盖好,如图3和图4 所示,此时未进行挤压,当未受到挤压时退模顶板5-6与退模底板5-7之间有缝隙,铰链弹簧5-14和退模弹簧5-15也未回缩。然后按下控制箱1的操作屏幕上“自动运行”后系统给指令气压自动传送系统4,这时自动将模具5推入挤压位(如图1),当模具到挤压位后控制系统的感应器传感器感应到位,系统给指令挤压千斤顶2供油,当挤压千斤顶2挤压到模具翻盖5-11时,翻盖铰链5-12处铰链弹簧5-14受到翻盖铰链5-12的向下挤压力,铰链弹簧5-14和退模弹簧5-15回缩确保翻盖5-11可以整体平整向下挤压锚具7,如图5和图6所示,当受到挤压时退模顶板5-6与退模底板5-7之间缝隙贴合,退模弹簧5-15与铰链弹簧5-14回缩,翻盖5-11整体向下挤压,锚板倒角模5-3挤压锚具孔小端面,使锚具孔小端面挤压成倒角。当挤压力到设计值后保持一定时间后,挤压千斤顶2卸压回程,同时退模油缸5-9进油,模具5的退模活塞5-10作用于退模顶杆5-8顶松锚具7,翻盖铰链5-12处的铰链弹簧5-14和退模弹簧5-15在挤压千斤顶2回程过程跟着挤压千斤顶2自动复位,从而翻盖5-11复位,挤压千斤顶2回程到位后气压自动传输系统4把模具5推出挤压位后,用翻盖把手5-1打开翻盖5-11取出锚具7即可完成整个挤压过程。
技术特征:
1.一种锚板挤压机,其特征在于:包括设置在工作台上的控制箱,挤压千斤顶,反力架,气压自动传送系统和模具;所述反力架设置在所述工作台中部,所述挤压千斤顶和所述控制箱安装在所述反力架的上部;所述气压自动传送系统和所述模具安装在所述工作台的台面上,所述气压自动传送系统与所述模具相连接,所述气压自动传送系统驱动所述模具在所述工作台的台面上移动。2.根据权利要求1所述的锚板挤压机,其特征在于:所述模具包括翻盖把手,倒角模固定板,锚板倒角模,锚板挤压模,退模顶板,锚板挤压模固定螺杆,退模底板,退模顶杆,退模油缸,退模活塞,翻盖,翻盖铰链,铰链弹簧,退模弹簧,退模油缸盖板,退模油缸油管;所述翻盖的一端与所述翻盖铰链上端铰接,所述翻盖铰链下端固定于所述退模底板的外侧,所述翻盖铰链内设置有所述铰链弹簧,所述翻盖的另一端设置有翻盖把手,所述翻盖下部安装有锚板倒角模并由倒角模固定板固定;所述退模顶板设置在所述退模底板的上方,所述锚板挤压模固定螺杆穿入所述退模底板,并把所述锚板挤压模固定于退模底板上端面,所述锚板挤压模穿过所述退模顶板置于锚板挤压模固定螺杆上方,所述退模弹簧设置在所述退模顶板和所述退模底板之间;所述退模油缸盖板安装于所述退模油缸上端面,所述退模顶杆设置在退模活塞上端面,并穿过所述退模底板,所述退模底板固定于所述退模油缸上端面,所述退模油缸通过所述退模油缸油管与所述挤压千斤顶相连通。3.根据权利要求1或2所述的锚板挤压机,其特征在于:所述控制箱包括plc控制系统和触模屏控制系统用以控制整个锚板挤压机的工作。
技术总结
本实用新型公开了一种锚板挤压机,涉及预应力机械技术、气动技术、自动化技术领域,它包括设置在工作台上的控制箱,挤压千斤顶,反力架,气压自动传送系统和模具;所述反力架设置在所述工作台中部,所述挤压千斤顶和所述控制箱安装在所述反力架的上部;所述气压自动传送系统和所述模具安装在所述工作台的台面上,所述气压自动传送系统与所述模具相连接,所述气压自动传送系统驱动所述模具在所述工作台的台面上移动。本实用新型可以解决现有锚板挤压机人工送料及收料,容易出事故,工作效率低及退模力小、易卡模和挤压面易出现偏差等诸多问题。题。题。
技术研发人员:杨仕宁 谢周
受保护的技术使用者:柳州雷姆预应力机械有限公司
技术研发日:2022.02.10
技术公布日:2022/10/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1