一种可精确控位的弧形起重轨钢材切割用辅助装置的制作方法
1.本实用新型涉及夹紧装置,尤其是一种可精确控位的弧形起重轨钢材切割用辅助装置。
背景技术:
2.起重轨是目前钢材贸易过程中比较重要的一种钢材,它广泛应用于各种起重设备,重型回转炉,回转给料设备中,要求承受载荷大,表面耐磨。弧形起重轨是起重轨的一个重要的分支,弧形起重轨截面尺寸大,不易加工,同时由于供货要求,弧形起重轨需要弯曲成型后再供货,而供货尺寸精度又有一定要求,由于弯曲前无法很精准确定最终完成尺寸,因而目前市场上常规做法是弯曲成型后再加工,而弧形设备加工不易装夹,装夹不稳定会造成切割设备损坏,同时精度达不到要求。
3.另外,在弧形轨道切割过程中,必须进行长度测量才能定位开始切割以保证最终尺寸。弧形轨道定位圆心困难,又为非整圆结构,故无法准确测量其直径计算长度,同时利用卷尺沿轨道弧形面贴合测量,必须一人放尺,一人或多人固定贴合弧面才能测量且保证贴合准确困难。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种可精确控位的弧形起重轨钢材切割用辅助装置,可在切割前对弧形轨道进行夹紧、准确测量,保证后期切割精度。
5.为解决上述技术问题,本实用新型所采用的技术方案是:
6.一种可精确控位的弧形起重轨钢材切割用辅助装置,包括机架,机架上布置有夹紧机构和测量机构;
7.所述夹紧机构包括至少两组滑动座,每组滑动座一侧固定有螺杆,螺杆沿机架上的腰型孔上下滑动并通过螺母锁紧;所述滑动座上螺纹连接有调节杆,调节杆下端螺纹连接有夹紧头,夹紧头对弧形起重轨内外侧进行夹紧固定;
8.所述测量机构包括支架,支架上安装有定位滚轮、计数滚轮,所述计数滚轮的转轴上安装有叶片,在叶片随计数滚轮转动时,接近开关对叶片旋转周数进行计量并通过计数器显示。
9.所述夹紧头形状与弧形起重轨匹配。
10.所述滑动座为四组,对应的夹紧头分为两组并分别间隔布置在弧形起重轨内外侧。
11.所述计数滚轮沿第二滑槽左右滑动并定位;接近开关对应沿第一滑槽左右滑动并定位。
12.本实用新型一种可精确控位的弧形起重轨钢材切割用辅助装置,具有以下技术效果:
13.1)、通过采用腰型孔,这样滑动座可沿腰型孔滑动并绕螺杆轴线转动,这样在用于
不同半径的弧形轨道加工时,夹紧头均可与弧形轨道位于夹紧头处切线垂直,为夹紧头紧贴在弧形轨道的槽内提供基础;通过设置可拆卸的夹紧头,夹紧头可根据不同外形的弧形起重轨道设置多种规格,这样夹持时,夹紧头紧贴在弧形起重轨沟槽中,保证加工时不会出现串动,使弧形起重轨位置固定,继而保证加工精度。
14.2)、通过采用计数滚轮、定位滚轮夹持并沿弧形起重轨轨迹移动,通过对计数滚轮的直径设定为100mm/π,并在叶片上方设置接近开关,在叶片随计数滚轮转动时,接近开关产生信号脉冲并将转动圈数传输至计数器,这样方便长度测量,且比较精准,为确定具体切割位置提供准确数据。
15.3)、计数滚轮和接近开关均可沿滑槽移动,这样可适应不同宽度的轨道。
附图说明
16.下面结合附图和实施例对本实用新型作进一步说明:
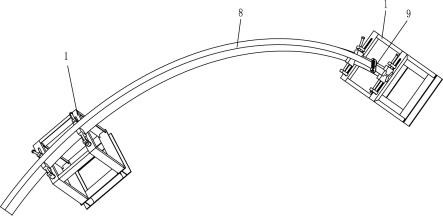
17.图1为本实用新型的安装布置示意图。
18.图2为本实用新型中夹紧机构的结构示意图。
19.图3为本实用新型中夹紧机构的安装俯视图。
20.图4为本实用新型中夹紧头的结构示意图。
21.图5为本实用新型中测量机构的结构示意图。
22.图6为本实用新型中测量机构的工作示意图。
23.图7为本实用新型中测量机构的主视图。
24.图8为本实用新型中计数滚轮处的局部剖视图。
25.图中:机架1,腰型孔2,滑动座3,螺杆4,螺母5,调节杆6,夹紧头7,弧形起重轨8,支架9,定位滚轮10,计数滚轮11,叶片12,接近开关13,计数器14,第一滑槽15,第二滑槽16。
具体实施方式
26.如图1所示,一种可精确控位的弧形起重轨钢材切割用辅助装置,包括夹紧机构和测量机构。夹紧机构用于保持弧形起重轨切割时固定可靠稳定,测量机构通过计数滚轮沿弧形起重轨弧面滚动运行,计数器确定其圈数,计算的弧长长度。
27.如图2-4所示,所述夹紧机构为两组,也可设置三组或多组,主要起到保持起重轨切割时固定稳定的作用。该夹紧机构包括机架1,机架1由槽钢和角钢焊接成整体并形成立体的框架结构,具有一定的强度。机架1上设置有两组腰型孔2,腰型孔2长度较长。滑动座3一侧固定有螺杆4,螺杆4可沿腰型孔2上下自由滑动,就位后通过螺母5锁紧;所述滑动座3上螺纹连接有调节杆6,调节杆6可沿滑动座3上下移动。调节杆6下端螺纹连接有夹紧头7,夹紧头7对弧形起重轨8内外侧进行夹紧固定。
28.所述夹紧头7形状与弧形起重轨8匹配,夹紧头7端面外形与弧形起重轨8侧面完全契合,保证贴合夹紧,这里主要为凸字型。
29.所述滑动座3为四组,对应的夹紧头7分为两组并分别间隔布置在弧形起重轨8内外侧。
30.夹紧机构夹紧时,根据不同起重轨道进行夹紧切割时,首先根据不同的轨道对应选取匹配的夹紧头7,将夹紧头7可拆卸安装在调节杆6下端。随后沿腰型孔2移动滑动座3,
当夹紧头7位于弧形起重轨8的沟槽处时,通过转动滑动座3及调节杆6,使夹紧头7插入到弧形起重轨8的沟槽内并与弧形起重轨8的沟槽内壁贴合。随后锁紧螺母5,旋转调节杆6,使弧形起重轨8内外侧的夹紧头7共同作用,对弧形起重轨8夹紧。
31.如图5-8所示,所述测量机构为一组,测量机构包括支架9,支架9可方便手扶操作。在支架9下端安装有定位滚轮10、计数滚轮11。其中定位滚轮10通过滚轮轴及对应螺母安装在支架9的固定位置,定位滚轮10的轮体可绕其滚轮轴线转动。计数滚轮11可沿第二滑槽16滑动,根据轨道宽度需要沿第二滑槽16调整位置以夹紧轨道面两侧。
32.这里的计数滚轮11包括滚轴11.1,滚轴11.1下端与计数轮体11.2固定连接、上端则可拆卸安装有叶片12,在滚轴11.1外侧设置有套筒11.3,套筒11.3通过螺母11.4拧紧固定在支架9上。安装后的滚轴11.1可相对套筒11.3进行自由转动。
33.所述叶片12上方设置有接近开关13,接近开关13为电感式二线制直流开关,型号为bi5-m12-ad4x。接近开关13与计数器盒内的控制器连接,控制器将信号传输至计数器14并显示。接近开关13固定在支架9上部,并且可根据接近开关滑槽调整位置,与计数滚轮11位置同步,保证信号能接收。计数滚轮11每旋转一周,叶片12随着旋转一周,并计数一次。计数器(zyc30-8h,小型电子计数器)自带电源电池,滚轮直径设置为100mm/π,因此滚轮沿弧长运动旋转时,每旋转一周测量弧长即为100mm,我们仅根据最终计数器显示次数即可测定并计算弧长。
技术特征:
1.一种可精确控位的弧形起重轨钢材切割用辅助装置,其特征在于:包括夹紧机构和测量机构;所述夹紧机构包括机架(1),机架(1)上设有至少两组腰型孔(2),滑动座(3)一侧固定有螺杆(4),螺杆(4)沿腰型孔(2)上下滑动并通过螺母(5)锁紧;所述滑动座(3)上螺纹连接有调节杆(6),调节杆(6)下端螺纹连接有夹紧头(7),夹紧头(7)对弧形起重轨(8)内外侧进行夹紧固定;所述测量机构包括支架(9),支架(9)上安装有定位滚轮(10)、计数滚轮(11),所述计数滚轮(11)的转轴上安装有叶片(12),在叶片(12)随计数滚轮(11)转动时,接近开关(13)对叶片(12)旋转周数进行计量并通过计数器(14)显示。2.根据权利要求1所述的一种可精确控位的弧形起重轨钢材切割用辅助装置,其特征在于:所述夹紧头(7)形状与弧形起重轨(8)匹配。3.根据权利要求1所述的一种可精确控位的弧形起重轨钢材切割用辅助装置,其特征在于:所述滑动座(3)为四组,对应的夹紧头(7)分为两组并分别间隔布置在弧形起重轨(8)内外侧。4.根据权利要求1所述的一种可精确控位的弧形起重轨钢材切割用辅助装置,其特征在于:所述计数滚轮(11)沿第二滑槽(16)左右滑动并定位;接近开关(13)对应沿第一滑槽(15)左右滑动并定位。
技术总结
一种可精确控位的弧形起重轨钢材切割用辅助装置,包括机架,机架上布置有夹紧机构和测量机构;所述夹紧机构包括滑动座,滑动座一侧固定有螺杆,螺杆沿机架上的腰型孔上下滑动并通过螺母锁紧;所述滑动座上螺纹连接有调节杆,调节杆下端螺纹连接有夹紧头,夹紧头对弧形起重轨内外侧进行夹紧固定;所述测量机构包括支架,支架上安装有定位滚轮、计数滚轮,所述计数滚轮的转轴上安装有叶片,在叶片随计数滚轮转动时,接近开关对叶片旋转周数进行计量并传递给计数器。本实用新型提供的一种可精确控位的弧形起重轨钢材切割用辅助装置,保证弧形起重轨钢材夹紧可靠,方便后期精确测量后进行切割。切割。切割。
技术研发人员:黄俊杰 刘政 万厚兵 王名飞
受保护的技术使用者:湖北天烽精密机械有限公司
技术研发日:2022.03.14
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1