板材加工用卷圆机的制作方法
1.本实用新型涉及板材加工技术领域,具体为板材加工用卷圆机。
背景技术:
2.卷圆机广泛应用于各领域的板材加工,可对板材进行卷圆作业,卷圆机可用于不同长度的板材卷圆,得到直径不同的卷圆筒体,目前板材在卷圆加工作业时,针对尺寸较大的大型板材,一般通过吊装设备进行搬运进料,吊装设备在吊装时一般通过吊钩固定板材,同时需要人工辅助调整板材的进料方向,且对长度较长的板材进行吊装时,难度较大,不易操作,费时费力,为此,我们提供了一种便于辅助板材卷圆进料卷圆的板材加工用卷圆机。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了板材加工用卷圆机,解决了尺寸较大的大型板材在卷圆作业时,进料不便,操作麻烦,费时费力的问题。
4.为实现上述目的,本实用新型提供如下技术方案:板材加工用卷圆机,包括卷圆机构,所述卷圆机构进板侧设置轨道,所述轨道上滑动设置电动轨道小车,所述轨道和电动轨道小车上均固定设置板材辅助进料装置,所述板材辅助进料装置夹持板材进料,且轨道上板材辅助进料装置安装在轨道端部靠近卷圆机构位置处,且电动轨道小车上板材辅助进料装置夹持在板材尾部沿板材进料方向移动推料;
5.所述板材辅助进料装置包括安装座、对称设置在安装座顶部和底部的下辊架和上辊架以及驱动上辊架升降高度调节的电动缸,所述板材辅助进料装置通过下辊架和上辊架夹持板材导向进料。
6.优选的,所述轨道端部远离卷圆机构一端设置就位感应器一感应电动轨道小车距离。
7.优选的,所述轨道上板材辅助进料装置一侧设置就位感应器二感应电动轨道小车距离。
8.优选的,所述轨道上板材辅助进料装置另一侧设置清渣刷,且清渣刷的刷端贴合板材的上表面和下表面清渣。
9.本实用新型提供了板材加工用卷圆机,具备以下有益效果:
10.(1)本实用新型通过设置轨道、电动轨道小车和板材辅助进料装置,利用板材辅助进料装置展开板材,并夹持在板材尾侧和进料侧,板材处于平铺状态,利用轨道对电动轨道小车的移动导向,利用电动轨道小车载板材辅助进料装置沿导轨向进料方向推进,达到由电动轨道小车自动推进进料的目的,进料过程由前侧板材辅助进料装置导向自动扶正进料,无需人工调整,相对于吊装进料更加稳定,操作方便,省时省力。
11.(2)本实用新型通过设置就位感应器一、就位感应器二和清渣刷,利用就位感应器一和就位感应器二感应电动轨道小车的移动距离,避免靠近碰撞,板材在卷圆前表面未清洁,利用清渣刷对移动的板材表面清理硬质砂石,避免在卷圆过程中挤压碎渣蹦出导致设
备异响损坏。
附图说明
12.图1为本实用新型板材进料状态图;
13.图2为本实用新型板材卷圆状态图;
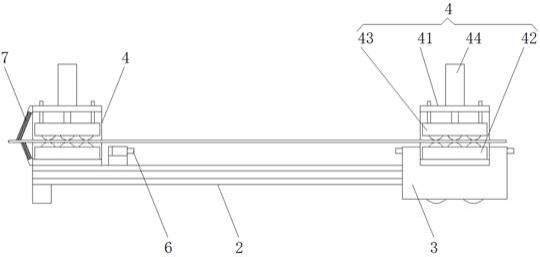
14.图3为本实用新型板材辅助进料装置位置处局部结构示意图。
15.图中:1、卷圆机构;2、轨道;3、电动轨道小车;4、板材辅助进料装置;41、安装座;42、下辊架;43、上辊架;44、电动缸;5、就位感应器一;6、就位感应器二;7、清渣刷。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.如图1-3所示,本实用新型提供一种技术方案:板材加工用卷圆机,包括卷圆机构1,卷圆机构1进板侧设置轨道2,轨道2沿进料方向水平设置于工作平台上,轨道2上滑动设置电动轨道小车3,轨道2和电动轨道小车3上均固定设置板材辅助进料装置4,板材辅助进料装置4夹持板材进料,且轨道2上板材辅助进料装置4安装在轨道2端部靠近卷圆机构1位置处,且电动轨道小车3上板材辅助进料装置4夹持在板材尾部沿板材进料方向移动推料;
18.板材辅助进料装置4包括安装座41、对称设置在安装座41顶部和底部的下辊架42和上辊架43以及驱动上辊架43升降高度调节的电动缸44,板材辅助进料装置4通过下辊架42和上辊架43夹持板材导向进料,利用电动缸44调节下辊架42和上辊架43之间间距以适配厚度不同的板材夹紧。
19.作为本实用新型的一种技术优化方案,轨道2端部远离卷圆机构1一端设置就位感应器一5感应电动轨道小车3距离,以保证电动轨道小车3在轨道2上安全行驶。
20.作为本实用新型的一种技术优化方案,轨道2上板材辅助进料装置4一侧设置就位感应器二6感应电动轨道小车3距离,以保证电动轨道小车3与轨道2上板材辅助进料装置4之间的安全距离。
21.作为本实用新型的一种技术优化方案,轨道2上板材辅助进料装置4另一侧设置清渣刷7,且清渣刷7的刷端贴合板材的上表面和下表面清渣。
22.工作原理:在使用时,首先根据卷圆的板材长度调整两组板材辅助进料装置4之间的间距,便于板材进入两者之间被夹持;
23.打开电动轨道小车3上的板材辅助进料装置4,上辊架43上升,进行板材尾部夹持,将板材尾部移入该组板材辅助进料装置4的上辊架43和下辊架42之间进行夹持;
24.将板材的进料端调整好高度,打开轨道2上的板材辅助进料装置4,移动电动轨道小车3,驱动板材平移使得板材进料端进入轨道2上的板材辅助进料装置4内,由该组板材辅助进料装置4的上辊架43和下辊架42之间进行夹持;
25.夹持好后,通过驱动电动轨道小车3,即可由板材辅助进料装置4内夹持向卷圆机构1方向进行自动给料卷圆,在电动轨道小车3靠近卷圆机构1移动到位后,由卷圆机构1的
驱动力将板材尾部沿板材辅助进料装置4内牵出。
26.综上可得,本实用新型通过设置轨道2、电动轨道小车3和板材辅助进料装置4,解决了尺寸较大的大型板材在卷圆作业时,进料不便,操作麻烦,费时费力的问题。
27.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
28.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.板材加工用卷圆机,包括卷圆机构(1),其特征在于:所述卷圆机构(1)进板侧设置轨道(2),所述轨道(2)上滑动设置电动轨道小车(3),所述轨道(2)和电动轨道小车(3)上均固定设置板材辅助进料装置(4),所述板材辅助进料装置(4)夹持板材进料,且轨道(2)上板材辅助进料装置(4)安装在轨道(2)端部靠近卷圆机构(1)位置处,且电动轨道小车(3)上板材辅助进料装置(4)夹持在板材尾部沿板材进料方向移动推料;所述板材辅助进料装置(4)包括安装座(41)、对称设置在安装座(41)顶部和底部的下辊架(42)和上辊架(43)以及驱动上辊架(43)升降高度调节的电动缸(44),所述板材辅助进料装置(4)通过下辊架(42)和上辊架(43)夹持板材导向进料。2.根据权利要求1所述的板材加工用卷圆机,其特征在于:所述轨道(2)端部远离卷圆机构(1)一端设置就位感应器一(5)感应电动轨道小车(3)距离。3.根据权利要求1所述的板材加工用卷圆机,其特征在于:所述轨道(2)上板材辅助进料装置(4)一侧设置就位感应器二(6)感应电动轨道小车(3)距离。4.根据权利要求1所述的板材加工用卷圆机,其特征在于:所述轨道(2)上板材辅助进料装置(4)另一侧设置清渣刷(7),且清渣刷(7)的刷端贴合板材的上表面和下表面清渣。
技术总结
本实用新型公开了板材加工用卷圆机,涉及板材加工技术领域,该板材加工用卷圆机,包括卷圆机构,所述卷圆机构进板侧设置轨道,所述轨道上滑动设置电动轨道小车,所述轨道和电动轨道小车上均固定设置板材辅助进料装置,所述板材辅助进料装置夹持板材进料,且轨道上板材辅助进料装置安装在轨道端部靠近卷圆机构位置处,且电动轨道小车上板材辅助进料装置夹持在板材尾部沿板材进料方向移动推料。本实用新型通过设置轨道、电动轨道小车和板材辅助进料装置,能够对长度较长的板材进行辅助进料,解决了尺寸较大的大型板材在卷圆作业时,进料不便,操作麻烦,费时费力的问题。费时费力的问题。费时费力的问题。
技术研发人员:王会堂
受保护的技术使用者:湖北金东元重工有限公司
技术研发日:2022.03.25
技术公布日:2022/7/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1