一种铝型材高效组合端面铣削加工设备的制作方法
1.本实用新型涉及金属机械加工技术领域,具体为一种铝型材高效组合端面铣削加工设备。
背景技术:
2.铝型材是经过热挤压生产的铝合金工业材料,由于其轻质、耐腐蚀、易回收等优良特性被广泛应用于生活的各个方面。将铝型材加工成家用电器、汽车车体的把手、边框,结构件也是铝合金型材常见的应用领域。在以上所述的应用中,铝合金型材端部由于要与其他部件进行配合插接、搭接、卡槽定位等需要,通常还要对铝型材进行定尺锯切,然后将铝型材的端部进行机械加工,加工出凹槽、台阶、斜面等各种结构,或者以上几种结构组合的复杂结构。
3.常规加工工艺来说,铝型材机加工沿用其他金属零件的加工方法,在加工中心或者铣床上用夹具夹持单根铝型材,定好基准,设计加工步骤,然后根据步骤在加工中心上编程,铣刀自动走刀完成铝型材的加工,然后退刀松开夹具,即完成加工。但是此种加工铣削方式效率较低,每次只能完成一根铝型材的加工,且铣刀在程序运行过程中反复行走,加工时间耗费时间长,铝型材加工批量大,需要购买大量加工中心,招募更多操作工人,造成每支铝型材铣削成本较高,不利于生产效率的提高和批量生产成本的降低。
技术实现要素:
4.本实用新型的目的是提供一种铝型材高效组合端面铣削加工设备,可以实现多支铝型材批量铣削复杂端面的加工,大大提高了铝型材铣削加工端面的效率,节省了生产强度和生产时间。
5.为达到上述目的,本发明的技术方案如下:
6.一种铝型材高效组合端面铣削加工设备,铣削机架两侧分别固定安装导柱,导柱上安装若干铣削单元;铣削机架的工作面前端连接平移料架,平移料架上端面安装左右方向的平移滑轨,平移滑轨下方安装平行的齿条;料台下方安装平移电机,平移电机驱动齿轮啮合齿条,带动料台在平移滑轨上滑动,料台上端面安装前后方向的滑轨b,上滑台安装在滑轨b上可滑动。
7.所述导柱上下端分别通过固定板a固定在铣削机架上下端面。
8.所述导柱外侧面通过螺栓与侧固定板a和侧固定板b锚定连接,导柱上下端分别通过螺栓与上固定板和下固定板连接固定。
9.所述铣削单元包括垂直基座、水平基座、电机和铣刀,垂直基座一侧连接在导柱上可垂直滑动,上设螺栓进行压紧定位,垂直基座另一侧设置水平燕尾槽,并与水平基座的水平轨道匹配,水平基座上固定电机,电机转轴安装铣刀。
10.所述铣削机架上对应料台初始位置,安装水平方向的推头气缸,推头气缸的活塞杆端部安装定位推头。
11.所述料台上端面固定安装气缸a,气缸a的活塞端与上滑台底面铰接。
12.所述铣削机架上对应料台初始位置上方,安装控制屏。
13.所述上滑台上端面预留安装孔,可拆卸安装同时夹持多根铝型材的夹具。
14.本实用新型的加工方法包括如下步骤:
15.(1)将铣削机架上的各个铣削单元位置依照铣削加工顺序调整垂直基座、水平基座到位,铣刀安装上转轴固定;
16.(2)将定位推头推出到位,铝型材逐支放置在上滑台上的夹具上,端部顶紧定位推头;
17.(3)夹具夹紧铝型材,定位推头退回原位;
18.(4)开启铣削单元电机,打开切削液喷淋头,
19.(5)平移电机驱动平移料架向前平移,铝型材依次经过若干个铣削单元铣刀的位置,加工成型;
20.(6)气缸a拉动上滑台后退,铝型材远离铣刀位置,平移电机驱动平移料架向后平移,直至到达初始位置,即完成批量铝型材的端部洗削加工。
21.本发明的优点:
22.1、本实用新型可实现多支铝型材批量铣削复杂端面的加工作业,极大提高铝型材铣削加工端面的效率,操作工只需提前调好各个铣削单元的位置,即可一次装夹多支铝型材,一次进刀,一次铣削,从一人一台机一次操作加工一支铝型材,改为一人一台机一次操作加工多支铝型材,节省了生产强度和生产时间。
23.2、本实用新型适应性强,各个铣削单元的位置、方向均能进行调整,两侧导柱上最多可安装4组铣削单元,即能实现普通铣床4次进刀的工作量,铝型材端面的四个方向均能一次加工完成。
24.附图说明:
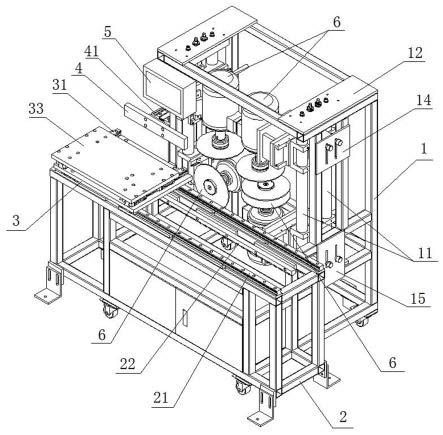
25.图1为本实用新型外观结构示意图(未安装铝型材夹具);
26.图2为本实用新型主视方向结构示意图;
27.图3为本实用新型侧视方向结构示意图;
28.图中的序号和部件名称为:1、铣削机架;11、导柱;12、上固定板;13、下固定板;14、侧固定板a;15、侧固定板b;2、平移料架;21、平移滑轨;22、齿条;3、料台;31、滑轨b;33、上滑台;34、气缸a;4、定位推头;41、推头气缸;5、控制屏;6、铣削单元;61、垂直基座;62、水平基座;63、电机。
具体实施方式
29.实施例1
30.一种铝型材高效组合端面铣削加工设备,铣削机架1两侧分别固定安装导柱11,导柱11上安装若干铣削单元6;铣削机架1的工作面前端连接平移料架2,平移料架2上端面安装左右方向的平移滑轨21,平移滑轨21下方安装平行的齿条22;料台3下方安装平移电机,平移电机驱动齿轮啮合齿条22,带动料台3在平移滑轨21上滑动,料台3上端面安装前后方向的滑轨b31,上滑台33安装在滑轨b31上可滑动。
31.所述导柱11上下端分别通过固定板a12固定在铣削机架1上下端面。
32.所述导柱11外侧面通过螺栓与侧固定板a14和侧固定板b15锚定连接,导柱11上下端分别通过螺栓与上固定板12和下固定板13连接固定。
33.所述铣削单元6包括垂直基座61、水平基座62、电机63和铣刀64,垂直基座61一侧连接在导柱11上可垂直滑动,上设螺栓进行压紧定位,垂直基座61另一侧设置水平燕尾槽,并与水平基座62的水平轨道匹配,水平基座62上固定电机63,电机63转轴安装铣刀。
34.所述铣削机架1上对应料台3初始位置,安装水平方向的推头气缸41,推头气缸41的活塞杆端部安装定位推头4。
35.所述料台3上端面固定安装气缸a34,气缸a34的活塞端与上滑台33底面铰接。
36.所述铣削机架1上对应料台3初始位置上方,安装控制屏5。
37.所述上滑台33上端面预留安装孔,可拆卸安装同时夹持多根铝型材的夹具。
38.应用实施例:
39.铝型材产品型号:hck112-h1;
40.加工位置:铣左右端口型腔;
41.原加工设备技术参数:数控炮塔铣床 mk4hg;主轴转速5440rpm;电机功率:3kw
42.本实用新型技术参数:电机功率:3kw*4+0.75kw=12.5kw;锯切电机转速:2860r/min;
43.加工效率对比:炮塔铣加工节拍约90s/支,本发明技术加工节拍约30s/支,效率提升约200%。
技术特征:
1.一种铝型材高效组合端面铣削加工设备,其特征在于,铣削机架(1)两侧分别固定安装导柱(11),导柱(11)上安装若干铣削单元(6);铣削机架(1)的工作面前端连接平移料架(2),平移料架(2)上端面安装左右方向的平移滑轨(21),平移滑轨(21)下方安装平行的齿条(22);料台(3)下方安装平移电机,平移电机驱动齿轮啮合齿条(22),带动料台(3)在平移滑轨(21)上滑动,料台(3)上端面安装前后方向的滑轨b(31),上滑台(33)安装在滑轨b(31)上可滑动。2.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述导柱(11)上下端分别通过上固定板(12)固定在铣削机架(1)上下端面。3.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述导柱(11)外侧面通过螺栓与侧固定板a(14)和侧固定板b(15)锚定连接,导柱(11)上下端分别通过螺栓与上固定板(12)和下固定板(13)连接固定。4.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述铣削单元(6)包括垂直基座(61)、水平基座(62)、电机(63)和铣刀,垂直基座(61)一侧连接在导柱(11)上可垂直滑动,上设螺栓进行压紧定位,垂直基座(61)另一侧设置水平燕尾槽,并与水平基座(62)的水平轨道匹配,水平基座(62)上固定电机(63),电机(63)转轴安装铣刀。5.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述铣削机架(1)上对应料台(3)初始位置,安装水平方向的推头气缸(41),推头气缸(41)的活塞杆端部安装定位推头(4)。6.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述料台(3)上端面固定安装气缸a(34),气缸a(34)的活塞端与上滑台(33)底面铰接。7.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述铣削机架(1)上对应料台(3)初始位置上方,安装控制屏(5)。8.根据权利要求1所述铝型材高效组合端面铣削加工设备,其特征在于:所述上滑台(33)上端面预留安装孔,可拆卸安装同时夹持多根铝型材的夹具。
技术总结
一种铝型材高效组合端面铣削加工设备,铣削机架两侧分别固定安装导柱,导柱上安装若干铣削单元;铣削机架的工作面前端连接平移料架,平移料架上端面安装左右方向的平移滑轨,平移滑轨下方安装平行的齿条;料台下方安装平移电机,平移电机驱动齿轮啮合齿条,带动料台在平移滑轨上滑动,料台上端面安装前后方向的滑轨B,上滑台安装在滑轨B上可滑动。本实用新型可以实现多支铝型材批量铣削复杂端面的加工,大大提高了铝型材铣削加工端面的效率,节省了生产强度和生产时间。省了生产强度和生产时间。省了生产强度和生产时间。
技术研发人员:莫凯 韦杰军 甘钊泉 黄峥 白海霖 陆镜光
受保护的技术使用者:广西天恒汽车部件制造股份有限公司
技术研发日:2022.03.31
技术公布日:2022/12/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1