一种用于汽车进气格栅的装配装置的制作方法
1.本实用新型涉及汽车内饰件加工技术领域,具体涉及一种用于汽车进气格栅的装配装置。
背景技术:
2.汽车进气格栅位于前保险杠下部,主要作用在于水箱、发动机、空调等的进气通风,防止行驶中外来物对车厢内部部件的破坏,进气格栅的设计对车辆性能有着直接影响,汽车行进中存在气动阻力,进气口和格栅的设计一方面关系到汽车前部迎风面积,另一方面也会影响整个内流过程,其在安装到前保险杠本体之前,需要装配多个用来固定定位螺栓的金属夹片,现有技术通过人工手动将多个金属夹片分别装配至汽车进气格栅上,为了压装到位对操作人员的手指按压力度要求较高,效率低下且很费力,操作时间久了后难以保证装配精度。
技术实现要素:
3.本实用新型的目的在于提供一种用于汽车进气格栅的装配装置,以解决现有技术中通过人工手动向汽车进气格栅压装金属夹片,导致装配效率低下且很费力,同时装配精度难以保证的缺陷。
4.一种用于汽车进气格栅的装配装置,包括基座、安装架以及压装机构,所述安装架固定安装于基座上,安装架上开设有定位导槽,安装架的两侧还固定设置有托槽,托槽内放置金属夹片,所述压装机构安装于安装架上,并用于完成进气格栅本体与金属夹片之间的定位压装。
5.优选的,所述压装机构包括电动伸缩杆、压平件以及托料件,所述电动伸缩杆安装于安装架的侧端,所述压平件安装于电动伸缩杆的输出端上,安装架的下部固定连接有两个对称设置的导向杆,所述托料件与导向杆滑动连接,导向杆上在安装架与托料件之间套设有弹簧。
6.优选的,所述进气格栅本体的中部分别固定设置有两个定位插柱,所述定位导槽与定位插柱相配合。
7.优选的,所述进气格栅本体上还设置有压装槽,所述压装槽内也设置有金属夹片。
8.优选的,所述压平件的两侧下端面均处于同一平面。
9.本实用新型的优点在于:通过在安装架上设置压装机构和托槽,由电动伸缩杆的输出端带动压平件下压,压平件的下端面分别对两个预放置的金属夹片进行下压,同时托料件上的进气格栅本体受力沿着导向杆同步下降,使得置于两个托槽内的金属夹片与进气格栅本的下端完成压装,最终在进气格栅本体上完成上下两端对金属夹片的同步精准装配,避免手部过度疲劳的同时还实现了装配精度的保证。
附图说明
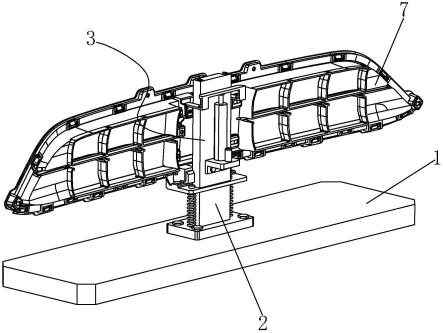
10.图1为本实用新型的结构示意图。
11.图2为本实用新型中安装架与压装机构的装配示意图。
12.图3为本实用新型中安装架与托槽的装配示意图。
13.图4为本实用新型中进气格栅本体的结构示意图。
14.图5为图4中a处的放大图。
15.其中,1-基座;2-安装架;3-压装机构;4-定位导槽;5-托槽;6-金属夹片;7-进气格栅本体;
16.31-电动伸缩杆;32-压平件;33-托料件;34-导向杆;35-弹簧;
17.71-定位插柱;72-压装槽。
具体实施方式
18.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
19.如图1至图5所示,一种用于汽车进气格栅的装配装置,包括基座1、安装架2以及压装机构3,所述安装架2固定安装于基座1上,安装架2上开设有定位导槽4,安装架2的两侧还固定设置有托槽5,两个所述托槽5内均放置有金属夹片6,所述压装机构3安装于安装架2上,并用于完成进气格栅本体7与金属夹片6之间的定位压装。
20.在本实施例中,所述压装机构3包括电动伸缩杆31、压平件32以及托料件33,所述电动伸缩杆31安装于安装架2的侧端,所述压平件32安装于电动伸缩杆31的输出端上,安装架2的下部固定连接有两个对称设置的导向杆34,所述托料件33滑动设置于安装架2上,托料件33还与导向杆34滑动连接,导向杆34上于安装架2与托料件33之间套设有弹簧35。
21.在本实施例中,所述进气格栅本体7的中部对角位置分别固定设置有两个定位插柱71,定位插柱71与定位导槽4相配合。进气格栅本体7上还设置有压装槽72,压装槽72也是用来放置金属夹片6。
22.在本实施例中,所述托槽5与金属夹片6相配合,使得金属夹片6能够竖直状态定位放置与托槽5内,所述金属夹片6与压装槽72相配合,进气格栅本体7与托料件33相配合,使得进气格栅本体7能够在安装架2与托料件33之间准确定位。
23.在本实施例中,所述压平件32的两侧下端面均处于同一平面,保证对位于进气格栅本体7上端的两个金属夹片6完成同步装配。
24.工作过程及原理:本实用新型在使用过程中,首先启动电动伸缩杆31使其输出端伸出,带动压平件32抬高,然后将两个待压装的金属夹片6定向放置于两个托槽5上,再将进气格栅本体7放置于托料件33上,此过程中进气格栅本体7上两个对角设置的定位插柱71置于定位导槽4内,保证进气格栅本体7的横向定位,随后手动将上端待压装的两个金属夹片6手动预放置于进气格栅本体7上的压装槽72内,进气格栅本体7在压装槽72上的预放置过程只需较小的压力即可,随即再次启动电动伸缩杆31使其输出端复位回程,当压平件32的下端面接触到位于进气格栅本体7上端的两个金属夹片6后,由压平件32的下端面分别对两个预放置的金属夹片6进行下压,同时托料件33上的进气格栅本体7受力沿着导向杆34同步下降,使得置于两个托槽5内的金属夹片6与进气格栅本7的下端完成压装,最终在进气格栅本
体7上完成上下两端对金属夹片6的同步精准装配。
25.基于上述,本实用新型通过在安装架2上设置压装机构3和托槽5,由电动伸缩杆31的输出端带动压平件32下压,压平件32的下端面分别对两个预放置的金属夹片6进行下压,同时托料件33上的进气格栅本体7受力沿着导向杆34同步下降,使得置于两个托槽5内的金属夹片6与进气格栅本7的下端完成压装,最终在进气格栅本体7上完成上下两端对金属夹片6的同步精准装配,避免手部过度疲劳的同时还实现了装配精度的保证。
26.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
技术特征:
1.一种用于汽车进气格栅的装配装置,其特征在于,包括基座(1)、安装架(2)以及压装机构(3),所述安装架(2)固定安装于基座(1)上,安装架(2)上开设有定位导槽(4),安装架(2)的两侧还固定设置有托槽(5),托槽(5)内放置金属夹片(6),所述压装机构(3)安装于安装架(2)上,并用于完成进气格栅本体(7)与金属夹片(6)之间的定位压装。2.根据权利要求1所述的一种用于汽车进气格栅的装配装置,其特征在于:所述压装机构(3)包括电动伸缩杆(31)、压平件(32)以及托料件(33),所述电动伸缩杆(31)安装于安装架(2)的侧端,所述压平件(32)安装于电动伸缩杆(31)的输出端上,安装架(2)的下部固定连接有两个对称设置的导向杆(34),所述托料件(33)与导向杆(34)滑动连接,导向杆(34)上在安装架(2)与托料件(33)之间套设有弹簧(35)。3.根据权利要求2所述的一种用于汽车进气格栅的装配装置,其特征在于:所述进气格栅本体(7)的中部分别固定设置有两个定位插柱(71),所述定位导槽(4)与定位插柱(71)相配合。4.根据权利要求3所述的一种用于汽车进气格栅的装配装置,其特征在于:所述进气格栅本体(7)上还设置有压装槽(72),所述压装槽(72)内也设置有金属夹片(6)。5.根据权利要求2所述的一种用于汽车进气格栅的装配装置,其特征在于:所述压平件(32)的两侧下端面均处于同一平面。
技术总结
本实用新型公开了一种用于汽车进气格栅的装配装置,涉及汽车饰件加工技术领域,包括基座、安装架以及压装机构,所述安装架固定安装于基座上,安装架上开设有定位导槽,安装架的两侧还固定设置有托槽,两个所述托槽内均放置有金属夹片。本实用新型通过在安装架上设置压装机构和托槽,由电动伸缩杆的输出端带动压平件下压,压平件的下端面分别对两个预放置的金属夹片进行下压,同时托料件上的进气格栅本体受力沿着导向杆同步下降,使得置于两个托槽内的金属夹片与进气格栅本的下端完成压装,最终在进气格栅本体上完成上下两端对金属夹片的同步精准装配,避免手部过度疲劳的同时还实现了装配精度的保证。现了装配精度的保证。现了装配精度的保证。
技术研发人员:房刘念
受保护的技术使用者:江苏新泉汽车饰件股份有限公司
技术研发日:2022.04.18
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1