接线盒焊接机的焊接机构的制作方法
1.本实用新型涉及太阳能接线盒加工技术领域,尤其涉及接线盒焊接机的焊接机构。
背景技术:
2.太阳能光伏接线盒焊接机,主要用于太阳能接线盒与组件汇流条的焊接,主要代替传统手工电烙铁焊接方式。
3.现有的焊接机构在实际应用时,对于焊头部位的温度控制存在一定的差异性,造成温度控制不灵敏;同时机构整体结构复杂,占用空间大,定位精度底,自动化程度低。
技术实现要素:
4.本实用新型解决的问题在于提供接线盒焊接机的焊接机构,解决了现有的焊接机构在实际应用时,对于焊头部位的温度控制存在一定的差异性,造成温度控制不灵敏;同时机构整体结构复杂,占用空间大,定位精度底,自动化程度低的技术问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.接线盒焊接机的焊接机构,包括横移座和滑臂,所述横移座上滑动安装有滑臂,且滑臂上安装有电控箱体,所述滑臂底部侧壁安装有底板,所述底板上滑动安装有传动板,所述传动板底侧转动安装有调节座,所述调节座底部滑动安装有滑座,所述滑座底部安装有铜块,所述铜块底部安装有热压焊头;
7.所述调节座上对称安装有直线轴承,且两个直线轴承均与接线盒压块连接。
8.优选的,所述横移座底部安装有在接线盒焊接机内滑动的x轴滑块,所述横移座上安装有y轴电机,所述y轴电机输出端安装有y轴滚珠丝杆,所述滑臂上安装有与y轴滚珠丝杆螺纹连接的y轴滑块,所述横移座上设置有与电控箱体适配的y轴滑轨。
9.优选的,所述电控箱体两端分别安装有散热风扇,所述电控箱体上安装有水路连接块。
10.优选的,所述底板顶端安装有z轴电机,所述z轴电机输出端安装有z轴滚珠丝杆,且z轴滚珠丝杆与传动板上的z轴滑块螺纹连接,所述底板上设置有与传动板与适配的z轴滑轨。
11.优选的,所述传动板上安装有r轴电机,且r轴电机输出端与调节座连接,所述调节座上对称安装有微型气缸,且两个微型气缸的底部伸缩端通过浮动接头与滑座连接。
12.优选的,所述铜块内部开设有水路,且铜块内部水路与水路连接块导通水管连接,所述调节座两侧对称安装有高压吹风管,且高压吹风管的出风口与热压焊头对应。
13.优选的,所述微型气缸上安装有压力传感器,所述热压焊头内部安装温度传感器,所述调节座上安装有位移传感器,所述压力传感器、温度传感器和位移传感器均与plc控制器电性连接。
14.优选的,该焊接机构的具体操作如下:
15.通过视觉系统拍照后,伺服传动热压焊头至焊接位上方,紧接着热压焊头在保证锡丝不掉落的前提下进行升温,焊头下降,微型气缸伸出,接线盒压块压住接线盒,当压力传感器检测到压力变化时,代表热压焊头接触到汇流条,热压焊头迅速升温,z轴伺服继续以恒定的压力下压,当位移传感器数值变化时,代表焊接底锡融化,此时高压吹气管吹气快速冷却热压焊头,当温度传感器检测到热压焊头温度达到一定温度,焊头拔起,焊接完成。
16.本实用新型的有益效果是:机构结构紧凑,占用空间小,采用的传动结构精度高,定位精度高,采用多种传感器,检测信息准确,采用pid算法控制,实现闭环智能精准控制,实现高精度,高良率,高效率焊接;
17.同时热压焊头搭载在铜块上,低电阻有利于电流的传输,铜块内部含有水路,及时降低铜块发热,间接控制热压焊头温度,高压吹风管吹出冷风配合水路可快速冷却热压焊头,使得焊接后的锡块成型美观,焊接良率和焊接效率明显提高。
附图说明
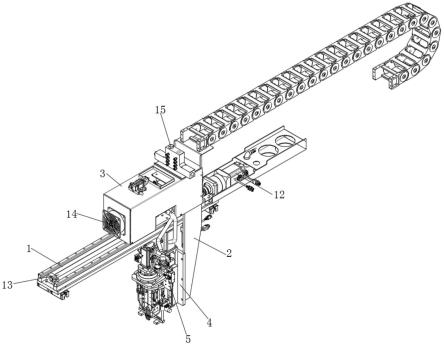
18.图1为本实用新型整体结构示意图;
19.图2为本实用新型调节座安装结构示意图;
20.图3为本实用新型热压焊头安装结构示意图。
21.图例说明:
22.1、横移座;2、滑臂;3、电控箱体;4、底板;5、传动板;6、调节座;7、滑座;8、铜块;9、热压焊头;10、直线轴承;11、接线盒压块;12、y轴电机;13、y轴滚珠丝杆;14、散热风扇;15、水路连接块;16、z轴电机;17、z轴滚珠丝杆;18、r轴电机;19、微型气缸;20、浮动接头。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
24.下面给出具体实施例。
25.参见图1~图3,接线盒焊接机的焊接机构,包括横移座1和滑臂2,横移座1上滑动安装有滑臂2,且滑臂2上安装有电控箱体3,滑臂2底部侧壁安装有底板4,底板4上滑动安装有传动板5,传动板5底侧转动安装有调节座6,调节座6底部滑动安装有滑座7,滑座7底部安装有铜块8,铜块8底部安装有热压焊头9,所述热压焊头9采用特殊材质,主要由钼、镍、铜、铁、铬、锡多种元素组成的合金。具有变温迅速灵敏,焊接温度可控,可安装不沾锡镶块,横移座1底部安装有在接线盒焊接机内滑动的x轴滑块,横移座1上安装有y轴电机12,y轴电机12输出端安装有y轴滚珠丝杆13,滑臂2上安装有与y轴滚珠丝杆13螺纹连接的y轴滑块,横移座1上设置有与电控箱体3适配的y轴滑轨,通过y轴电机12工作带动y轴滚珠丝杆13旋转,进而带动螺纹连接的y轴滑块以及滑臂2移动,电控箱体3两端分别安装有散热风扇14,用于降温,底板4顶端安装有z轴电机16,z轴电机16输出端安装有z轴滚珠丝杆17,且z轴滚珠丝杆17与传动板5上的z轴滑块螺纹连接,底板4上设置有与传动板5与适配的z轴滑轨,z轴电机16工作带动z轴滚珠丝杆17旋转,进而带动螺纹连接的z轴滑块以及传动板5移动,传动板
5上安装有r轴电机18,且r轴电机18输出端与调节座6连接,调节座6上对称安装有微型气缸19,且两个微型气缸19的底部伸缩端通过浮动接头20与滑座7连接,通过r轴电机18实现调节座6的旋转,通过微型气缸19工作实现滑座7的移动,y、z、r轴全部采用伺服电机提供动力,采用高精度滚珠丝杆传动,采用高精度导轨滑块进行传动导向,可达到定位精度高,传动平稳的效果,铜块8内部开设有水路,电控箱体3上安装有水路连接块15,且铜块8内部水路与水路连接块15导通水管连接,调节座6两侧对称安装有高压吹风管,且高压吹风管的出风口与热压焊头9对应,高压吹风管吹出冷风配合水路可快速冷却热压焊头9,使得焊接后的锡块成型美观,焊接良率和焊接效率明显提高;
26.调节座6上对称安装有直线轴承10,且两个直线轴承10均与接线盒压块11连接,微型气缸19上安装有压力传感器,气体压力由压力传感器实时监控,反馈给plc控制器,采用pid算法智能监控压力,实现闭环控制,热压焊头9内部安装温度传感器,可实时检测热压焊头9温度,并传回焊接主机,以达到闭环智能控制,调节座6上安装有位移传感器,可多重检测底锡融化状态,从而多重掌控焊接效果,压力传感器、温度传感器和位移传感器均与plc控制器电性连接。
27.该焊接机构的具体操作如下:
28.通过视觉系统拍照后,伺服传动热压焊头9至焊接位上方,紧接着热压焊头9在保证锡丝不掉落的前提下进行升温,焊头下降,微型气缸19伸出,接线盒压块11压住接线盒,当压力传感器检测到压力变化时,代表热压焊头9接触到汇流条,热压焊头9迅速升温,z轴伺服继续以恒定的压力下压,当位移传感器数值变化时,代表焊接底锡融化,此时高压吹气管吹气快速冷却热压焊头9,当温度传感器检测到热压焊头9温度达到一定温度,焊头拔起,焊接完成。
29.机构结构紧凑,占用空间小,采用的传动结构精度高,定位精度高,采用多种传感器,检测信息准确,采用pid算法控制,实现闭环智能精准控制,实现高精度,高良率,高效率焊接;
30.同时热压焊头9搭载在铜块8上,低电阻有利于电流的传输,铜块8内部含有水路,及时降低铜块8发热,间接控制热压焊头9温度,高压吹风管吹出冷风配合水路可快速冷却热压焊头9,使得焊接后的锡块成型美观,焊接良率和焊接效率明显提高。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1