一种八面折弯成形冲压模具的制作方法
1.本实用新型涉及一种八面折弯成形冲压模具,属于冲压模具技术领域。
背景技术:
2.107卡瓣是某开关上一个功能零件(如图1和图2所示),其材料采用0.15mm薄弹性铍青铜带。
3.107卡瓣需要折弯成八面成形状态,采用常规八面分开成形方式,无法保证尺寸稳定性及一致性,导致开关配困难及影响其使用功能,生产效率低,零件成本高,尺寸稳定性差,零件合格率低。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种八面折弯成形冲压模具,该八面折弯成形冲压模具可冲压八面同时折弯成形,能够满足冲压零件八面折弯成形尺寸要求,保证零件质量和合格率,拓展冲压零件上八面折弯成形的加工方法和冲压模具结构。
5.本实用新型通过以下技术方案得以实现。
6.本实用新型提供的一种八面折弯成形冲压模具,包括上模具与下模具;上模具由依次连接的模柄、上模座、上垫板、固定板组成,下模具由依次连接的凹模板、下衬板、下垫板、下模座组成,所述固定板上设有第二成型凸模,第二成型凸模外套接有第一成型凸模,第二成型凸模内设有上推钉,上推钉通过第一弹簧与上垫板连接;所述第一成型凸模的两侧设有与固定板连接的限位柱和导柱,导柱位于限位柱的外侧;所述凹模板的上端面定位块,凹模板内部设有凹模成型镶件和下推块,凹模成型镶件沿下推块对称设置;所述下衬板中设有下推钉,下推钉的一端与下推块连接,另一端通过第二弹簧与下垫板连接。
7.所述限位柱和导柱至少有两个。
8.所述定位块至少有两个,沿凹模成型镶件对称设置。
9.所述下模座的下端面安装有螺塞。
10.当上模具下行,限位柱和导柱与凹模板相接触。
11.所述上推钉的尺寸与定位块形成的尺寸相匹配。
12.本实用新型的有益效果在于:通过冲压模具能八面同时折弯成形,满足零件成形状态和尺寸要求,提高零件合格率和生产效率,降低零件制作成本,保证零件尺寸的稳定性,延长零件使用寿命。
附图说明
13.图1是需要通过八面折弯成形107卡瓣成形的结构示意图;
14.图2是需要通过八面折弯成形107卡瓣成形的截面图;
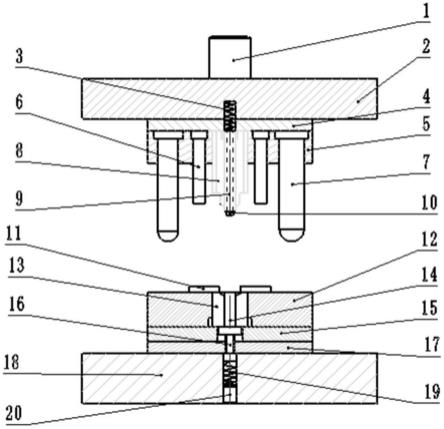
15.图3是本实用新型的结构示意图;
16.图4是图3中第一成型凸模、第二成型凸模、上推钉的连接图;
17.图中:1-模柄,2-上模座,3-第一弹簧,4-上垫板,5-固定板,6-限位柱,7-导柱,8-第一成型凸模,9-第二成型凸模,10-上推钉,11-定位块,12-凹模板,13-凹模成型镶件,14-下推块,15-下衬板,16-下推钉,17-下垫板,18-下模座,19-第二弹簧,20-螺塞。
具体实施方式
18.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
19.此外,“上下两侧”、“上”、“一侧”、“顶部”、“内”、“左右两侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.此外,术语“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐:含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括至少一个该特征。
21.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,或活动/转动连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
22.如图3和图4所示的一种八面折弯成形冲压模具,包括上模具与下模具;上模具由依次连接的模柄1、上模座2、上垫板4、固定板5组成,下模具由依次连接的凹模板12、下衬板15、下垫板17、下模座18组成,所述固定板5上设有第二成型凸模9,第二成型凸模9外套接有第一成型凸模8,第二成型凸模9内设有上推钉10,上推钉10通过第一弹簧3与上垫板4连接;所述第一成型凸模8的两侧设有与固定板5连接的限位柱6和导柱7,导柱7位于限位柱6的外侧;所述凹模板12的上端面定位块11,凹模板12内部设有凹模成型镶件13和下推块14,凹模成型镶件13沿下推块14对称设置;所述下衬板15中设有下推钉16,下推钉16的一端与下推块14连接,另一端通过第二弹簧19与下垫板17连接。
23.所述限位柱6和导柱7至少有两个。
24.所述定位块11至少有两个,沿凹模成型镶件13对称设置。
25.所述下模座18的下端面安装有螺塞20。
26.当上模具下行,限位柱6和导柱7与凹模板12相接触。
27.所述上推钉10的尺寸与定位块11形成的尺寸相匹配。
28.本实用新型的工作原理为:
29.操作工用镊子将107卡瓣平放在下模的凹模板12的定位块11中,通过定位块11进行外形定位,踩下压力机上的踏板,上模具下行,固定在固定板5中的第一成形凸模8、第二成形凸模9和上方装有第一弹簧3的上推钉10及限位柱6和导柱7向下行,首先导柱7进人凹模板12中进行导向,其次上推钉10与下方放置在定位块11中零件接触并在压力机作用下对第一弹簧3进行压缩;上模具继续下行,第一成形凸模8、第二成形凸模9和限位柱6在压力机作用下继续下行,装在凹模板12中的下推块14在上模具作用下向下行,装在下衬板15中的
下推钉16在下推块14作用下下行,并对第二弹簧19进行压缩,直到装在上模具的固定板5中的限位柱6与下方凹模板12接触并限位为止;同时第一成形凸模8、第二成形凸模9和凹模成形镶件13在作用力下对零件进行八面折弯成形;上模具上行后,下推钉16在第二弹簧19作用下向上行,下推块14在下推钉16的作用下向上行直到回复到原来状态,接着上方装有第一弹簧13的上推钉10在第一弹簧3作用下对紧固在上方第一成形凸模8和第二成形凸模9中的已八面折弯成形的零件向下作用,使零件离开在上方第一成形凸模8和第二成形凸模9中,直到零件下落到凹模板12上,操作工用镊子从凹模板12上取下零件。
30.通过设计有八面同时折弯结构方式,满足零件成形状态和尺寸要求,延长零件使用寿命,提高合格效率和生产效率。
31.综上所述,本实用新型的定位方式采用外形定位,并且设置有顶下落功能,使零件自动下落,便于零件放置与取出,设计成八面同时折弯成形结构使107卡瓣八面折弯成形,满足零件尺寸要求,用冲压模具外形定位、限位和使零件下落能够提高107卡瓣的生产效率和尺寸一致性,提高模具使用安全性,延长零件使用寿命。
技术特征:
1.一种八面折弯成形冲压模具,包括上模具与下模具,其特征在于:上模具由依次连接的模柄(1)、上模座(2)、上垫板(4)、固定板(5)组成,下模具由依次连接的凹模板(12)、下衬板(15)、下垫板(17)、下模座(18)组成,所述固定板(5)上设有第二成型凸模(9),第二成型凸模(9)外套接有第一成型凸模(8),第二成型凸模(9)内设有上推钉(10),上推钉(10)通过第一弹簧(3)与上垫板(4)连接;所述第一成型凸模(8)的两侧设有与固定板(5)连接的限位柱(6)和导柱(7),导柱(7)位于限位柱(6)的外侧;所述凹模板(12)的上端面设有定位块(11),凹模板(12)内部设有凹模成型镶件(13)和下推块(14),凹模成型镶件(13)沿下推块(14)对称设置;所述下衬板(15)中设有下推钉(16),下推钉(16)的一端与下推块(14)连接,另一端通过第二弹簧(19)与下垫板(17)连接。2.如权利要求1所述的八面折弯成形冲压模具,其特征在于:所述限位柱(6)和导柱(7)至少有两个。3.如权利要求1所述的八面折弯成形冲压模具,其特征在于:所述定位块(11)至少有两个,沿凹模成型镶件(13)对称设置。4.如权利要求1所述的八面折弯成形冲压模具,其特征在于:所述下模座(18)的下端面安装有螺塞(20)。5.如权利要求1所述的八面折弯成形冲压模具,其特征在于:当上模具下行,限位柱(6)和导柱(7)与凹模板(12)相接触。6.如权利要求1所述的八面折弯成形冲压模具,其特征在于:所述上推钉(10)的尺寸与定位块(11)形成的尺寸相匹配。
技术总结
本实用新型提供了一种八面折弯成形冲压模具,包括上模具与下模具;上模具由依次连接的模柄、上模座、上垫板、固定板组成,下模具由依次连接的凹模板、下衬板、下垫板、下模座组成,所述固定板上设有第二成型凸模,第二成型凸模外套接有第一成型凸模,第二成型凸模内设有上推钉,上推钉通过第一弹簧与上垫板连接;所述第一成型凸模的两侧设有与固定板连接的限位柱和导柱,导柱位于限位柱的外侧。用新型通过冲压模具能八面同时折弯成形,满足零件成形状态和尺寸要求,提高零件合格率和生产效率,降低零件制作成本,保证零件尺寸的稳定性,延长零件使用寿命。延长零件使用寿命。延长零件使用寿命。
技术研发人员:杨奇 何永能 周翔 龙拾剑 张国豁 李光伦 胡佳乐 龙昌演 方金财 龙本欢 罗贤跃 刘婷
受保护的技术使用者:贵州振华华联电子有限公司
技术研发日:2022.04.26
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1