M2A1锁闩级进模的制作方法
m2a1锁闩级进模
技术领域
1.本实用新型属于模具领域,具体涉及加工m2a1锁闩的级进模。
背景技术:
2.常规级进模由多个工位组成,各工位按顺序关联完成不同的加工,在冲床 的一次行程中完成一系列的不同的冲压加工;一次行程完成以后,由送料机按照一个固定的步距将材料向前移动,这样在一副模具上就可以完成多个工序,一般用带料,工序有冲孔,落料,弯曲,切边,拉伸等等,因而级进模具有多工序自动化工作的特点,具有加工效率高、加工质量有保证的优点。在军工生产中,m2a1锁闩为m2a1系列枪械的常规组装零件,目前m2a1锁闩采用多套单工序模生产,生产效率较低,生产成本较高。
技术实现要素:
3.本实用新型的目的在于克服现有技术中m2a1锁闩多套单工序模生产效率低、生产成本高的问题,提供一种生产效率高、生产成本低、质量稳定的m2a1锁闩级进模。
4.本实用新型解决其技术问题所采用的技术方案:m2a1锁闩级进模,包括包括上模组件和下模组件,上模组件包括上模座、上垫板、上夹板、止挡板和脱落板,下模组件包括下模板、下垫板、下模座和下垫块,上模组件和下模组件对应设有四个工位,按加工先后顺序分别为第一冲料定位工位、第二切边折弯工位、第三双边折弯工位和第四落产品工位;
5.所述第一冲料定位工位,包括冲料定位凸模和与冲料定位凸模相匹配的冲料定位凹模,冲料定位凸模位于上模组件上,冲料定位凹模位于下模组件上;
6.所述第二切边折弯工位,包括切边折弯凸模和与切边折弯凸模相匹配的切边折弯凹模,切边折弯凸模位于上模组件上,切边折弯凹模位于下模组件上;
7.所述第三双边折弯工位,包括折弯凸模和与折弯凸模相匹配的折弯凹模,折弯凸模位于上模组件上,折弯凹模位于下模组件上;
8.所述第四落产品工位,包括落料凸模和与落料凸模相匹配的落料凹模,落料凸模位于上模组件上,落料凹模位于下模组件上。
9.本实用新型使用方式及原理:料板在自动送料机的带动下依次经过第一冲料定位工位、第二切边折弯工位、第三双边折弯工位和第四落产品工位,随着级进模的开合,依次完成冲料定位工序、切边折弯工序、双边折弯工序和落产品工序,完成m2a1锁闩生产。
10.相比现有技术,本实用新型的有益效果:本实用新型通过将多个单工序模生产转换成级进模连续生产,稳定了产品质量,提高生产效率,并降低了生产成本。
附图说明
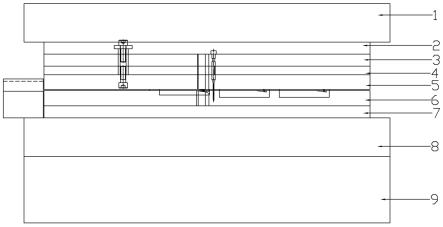
11.图1为m2a1锁闩级进模前视结构示意图;
12.图2为m2a1锁闩级进模工作状态示意图;
13.图3为m2a1锁闩级进模生产工序示意图;
14.图4为m2a1锁闩俯视结构示意图;
15.图5为m2a1锁闩侧视结构示意图。
具体实施方式
16.实施例1,下面结合图1-5对本实用新型作进一步地说明,m2a1锁闩级进模,包括包括上模组件和下模组件,上模组件包括上模座1、上垫板2、上夹板3、止挡板4和脱落板5,下模组件包括下模板6、下垫板7、下模座8和下垫块9,上模组件和下模组件对应设有四个工位,按加工先后顺序分别为第一冲料定位工位10、第二切边折弯工位11、第三双边折弯工位12和第四落产品工位13;
17.所述第一冲料定位工位,包括冲料定位凸模和与冲料定位凸模相匹配的冲料定位凹模,冲料定位凸模位于上模组件上,冲料定位凹模位于下模组件上;
18.所述第二切边折弯工位,包括切边折弯凸模和与切边折弯凸模相匹配的切边折弯凹模,切边折弯凸模位于上模组件上,切边折弯凹模位于下模组件上;
19.所述第三双边折弯工位,包括折弯凸模和与折弯凸模相匹配的折弯凹模,折弯凸模位于上模组件上,折弯凹模位于下模组件上;
20.所述第四落产品工位,包括落料凸模和与落料凸模相匹配的落料凹模,落料凸模位于上模组件上,落料凹模位于下模组件上。
21.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.m2a1锁闩级进模,包括上模组件和下模组件,上模组件包括上模座(1)、上垫板(2)、上夹板(3)、止挡板(4)和脱落板(5),下模组件包括下模板(6)、下垫板(7)、下模座(8)和下垫块(9),其特征在于:上模组件和下模组件对应设有四个工位,按加工先后顺序分别为第一冲料定位工位(10)、第二切边折弯工位(11)、第三双边折弯工位(12)和第四落产品工位(13);所述第一冲料定位工位,包括冲料定位凸模和与冲料定位凸模相匹配的冲料定位凹模,冲料定位凸模位于上模组件上,冲料定位凹模位于下模组件上;所述第二切边折弯工位,包括切边折弯凸模和与切边折弯凸模相匹配的切边折弯凹模,切边折弯凸模位于上模组件上,切边折弯凹模位于下模组件上;所述第三双边折弯工位,包括折弯凸模和与折弯凸模相匹配的折弯凹模,折弯凸模位于上模组件上,折弯凹模位于下模组件上;所述第四落产品工位,包括落料凸模和与落料凸模相匹配的落料凹模,落料凸模位于上模组件上,落料凹模位于下模组件上。
技术总结
本实用新型公开了一种M2A1锁闩级进模,包括包括上模组件和下模组件,上模组件包括上模座、上垫板、上夹板、止挡板和脱落板,下模组件包括下模板、下垫板、下模座和下垫块,上模组件和下模组件对应设有四个工位,按加工先后顺序分别为第一冲料定位工位、第二切边折弯工位、第三双边折弯工位和第四落产品工位。相比现有技术,本实用新型通过将多个单工序模生产转换成级进模连续生产,稳定了产品质量,提高生产效率,并降低了生产成本。并降低了生产成本。并降低了生产成本。
技术研发人员:杨伦昆
受保护的技术使用者:四川燎原机械有限公司
技术研发日:2022.05.05
技术公布日:2022/12/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1