一种换热管焊缝返修装置的制作方法
本技术涉及换热管加工维修设备领域,尤其涉及一种换热管焊缝返修装置。
背景技术:
1、在焊接不锈钢、镍基合金、钛等有色金属的换热管与管板时,由于换热管管径小,管壁较薄,焊接时容易焊接到换热管,同时由于技术要求不能焊到换热管,此次换热管与管板的焊接焊后需要rt检测,导致焊接难度大。在焊后不可避免的会出现返修的情况。由于此结构较为特殊,只能采取更换换热管或局部返修的方案,更换换热管后需要重新穿管,难度较大,同时使成本增加,交货期延长。采用局部返修的方案,传统刮管机配备的刮刀(如图1所示)可能会破坏换热管,而且换热管管径较小,管壁较薄,难度较大。
技术实现思路
1、针对上述背景技术中的问题,本实用新型提供一种换热管焊缝返修装置,包括:刮管机,装配在刮管机上的刮刀,所述刮管机装配在换热管上,通过步进式的转动机构驱动刮刀沿着换热管的外壁转动,所述刮刀转动过程中完成对换热管外壁的加工处理操作,其特征在于,所述刮刀的第一端设有装配孔,利用锁紧螺母组贯穿装配孔将刮刀固定到步进式的转动机构上,所述刮刀的第二端设有外凸设置的刀头。
2、作为本实用新型的一种优选方案,所述刀头的长度为3mm。
3、作为本实用新型的一种优选方案,所述刀头的端部设计成外凸的弧形结构。
4、作为本实用新型的一种优选方案,所述刀头的右侧设置成弧形的外边并且与刮刀的右侧平滑对接,所述刀头的左侧开设有内凹形的弧形开槽。
5、作为本实用新型的一种优选方案,所述刮管机具体包括:定位插杆,所述定位插杆上设有多组涨紧块,定位插杆插入到换热管内通过涨紧块与换热管的内壁固定连接,多个涨紧块同步操作使定位插杆保持在换热管的中心位置,步进式的转动机构连接到所述定位插杆上,所述定位插杆的端部安装有滚珠丝杆,所述滚珠丝杆沿着定位插杆的延长线设置,所述步进式的转动机构内配备有转动轴套,所述转动轴套转动时沿着滚珠丝杆进行移动,所述转动轴套的外部配备有刮刀固定架。
6、作为本实用新型的一种优选方案,所述刮刀固定架包括两片相对设置的夹板,两片夹板垂直于所述滚珠丝杆设置,两片夹板上均开设有一组长条孔,锁紧螺母组分别贯穿两片夹板上的长条孔以及刮刀上的装配孔从而将刮刀进行固定。
7、与现有技术相比,本实用新型提供一种换热管焊缝返修装置,具有以下有益效果:
8、1.本实用新型在刮刀的第二端设置外凸形的刀头,利用刀头单独对焊缝进行刮除操作,同时避免对换热管造成损伤。
9、2.本实用新型在刀头的左侧开设有内凹形的弧形开槽,通过弧形开槽有效避开换热管,减少对换热管的损伤,弧形开槽能够控制刮管操作的深度,将焊缝去除后通过弧形开槽进行限位。
技术特征:
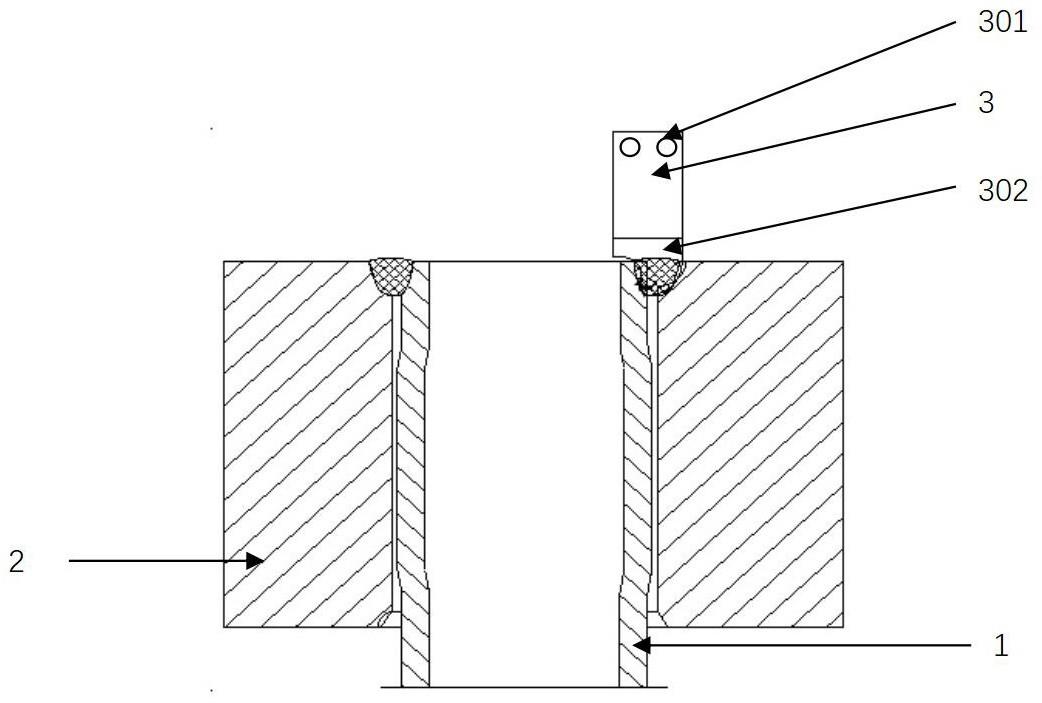
1.一种换热管焊缝返修装置,包括:刮管机,装配在刮管机上的刮刀(3),所述刮管机装配在换热管上,通过步进式的转动机构驱动刮刀(3)沿着换热管的外壁转动,所述刮刀(3)转动过程中完成对换热管(1)外壁的加工处理操作,其特征在于,所述刮刀(3)的第一端设有装配孔(301),利用锁紧螺母组贯穿装配孔将刮刀固定到步进式的转动机构上,所述刮刀(3)的第二端设有外凸设置的刀头(302)。
2.根据权利要求1所述的一种换热管焊缝返修装置,其特征在于,所述刀头(302)的长度为3mm。
3.根据权利要求2所述的一种换热管焊缝返修装置,其特征在于,所述刀头(302)的端部设计成外凸的弧形结构。
4.根据权利要求3所述的一种换热管焊缝返修装置,其特征在于,所述刀头(302)的右侧设置成弧形的外边并且与刮刀(3)的右侧平滑对接,所述刀头(302)的左侧开设有内凹形的弧形开槽。
5.根据权利要求4所述的一种换热管焊缝返修装置,其特征在于,所述刮管机具体包括:定位插杆(4),所述定位插杆(4)上设有多组涨紧块(5),定位插杆(4)插入到换热管(1)内通过涨紧块(5)与换热管(1)的内壁固定连接,多个涨紧块同步操作使定位插杆保持在换热管(1)的中心位置,步进式的转动机构连接到所述定位插杆(4)上,所述定位插杆(4)的端部安装有滚珠丝杆(6),所述滚珠丝杆(6)沿着定位插杆(4)的延长线设置,所述步进式的转动机构内配备有转动轴套(7),所述转动轴套转动时沿着滚珠丝杆(6)进行移动,所述转动轴套(7)的外部配备有刮刀固定架。
6.根据权利要求5所述的一种换热管焊缝返修装置,其特征在于,所述刮刀固定架包括两片相对设置的夹板(8),两片夹板(8)垂直于所述滚珠丝杆(6)设置,两片夹板(8)上均开设有一组长条孔,锁紧螺母组分别贯穿两片夹板(8)上的长条孔以及刮刀(3)上的装配孔(301)从而将刮刀(3)进行固定。
技术总结
本技术提供一种换热管焊缝返修装置,包括:刮管机,装配在刮管机上的刮刀,刮管机装配在换热管上,通过步进式的转动机构驱动刮刀沿着换热管的外壁转动,刮刀转动过程中完成对换热管外壁的加工处理操作,刮刀的第一端设有装配孔,利用锁紧螺母组贯穿装配孔将刮刀固定到步进式的转动机构上,刮刀的第二端设有外凸设置的刀头。本技术在刮刀的第二端设置外凸形的刀头,利用刀头单独对焊缝进行刮除操作,同时避免对换热管造成损伤;通过弧形开槽有效避开换热管,减少对换热管的损伤,弧形开槽能够控制刮管操作的深度,将焊缝去除后通过弧形开槽进行限位。
技术研发人员:陶俊,王浩,姜书富
受保护的技术使用者:南京胜德金属装备有限公司
技术研发日:20220510
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!