一种用于异型类零件快速定位装夹的工装的制作方法
1.本实用新型涉及机械加工设备技术领域,具体地说是一种用于异型类零件快速定位装夹的工装。
背景技术:
2.数控加工是解决零件品种多变、批量小、形状复杂和精度高等问题和实现高效化和自动化加工的有效途径。在数控加工过程中,所加工的零件不乏存在异型零件,例如在方形零件的顶面需要加工一个角度为22度的斜面,由于数控机床中的加工刀具与机床之间呈垂直状态分布,如果将方形零件直接固定于机床上,定位难度增大,装夹可靠性低,从而增加找正加工坐标时间,导致总体加工效率低,并且每完成一件产品就需要重新装夹,并再次找正加工坐标。如果每批次零件的数量比较多,采用现有的装夹方式就不能满足大规模批产的需要。因此,为了提高加工效率,就必须减少装夹及定位时间,从而设计一种用于异型类零件快速定位装夹的工装,能够实现针对待加工的异型类零件进行数控加工,从而满足大规模批产的需要。
技术实现要素:
3.本实用新型要解决的技术问题是针对背景技术中存在的问题,提供一种结构简单,操作及使用方便的工装,利用该工装,不仅能够减少装夹及定位时间,还可以提高加工质量及加工效率,具体地说是一种用于异型类零件快速定位装夹的工装。
4.为解决上述技术问题,本实用新型所采用的技术方案为:一种用于异型类零件快速定位装夹的工装,所述工装包括有定位块、定位柱和定位销,所述定位块为长方体形结构,所述定位销设有两个,所述定位柱和定位销均设置于定位块的顶面,其中所述定位柱位于定位块的顶面中心位置处,而两个定位销分布于定位柱左右两侧,位于左右两侧的定位销沿所述定位柱中心线呈对称状态分布于定位块前后两侧,在所述定位柱的中心位置还设有定位螺孔;在所述定位块的底面设有一个朝其顶面方向倾斜的倾斜面,所述倾斜面与定位块的底面以及侧面构成异型面。
5.进一步地,本实用新型所述的一种用于异型类零件快速定位装夹的工装,其中所述定位柱为圆柱结构,所述定位柱的外径小于所述定位块的宽度;所述定位柱与定位销的高度相同,其顶面处于同一平面内,所述定位柱与定位销的高度小于待定位异型类零件内部深度;其中所述定位块、定位柱和定位销均采用金属材料制作,并采用焊接方式构成一体结构。
6.进一步地,本实用新型所述的一种用于异型类零件快速定位装夹的工装,其中所述底面的长度大于所述侧面的高度,所述倾斜面的倾斜角度为22度,所述倾斜角度即为所述倾斜面与定位块的底面之间夹角。
7.采用本实用新型所述的一种用于异型类零件快速定位装夹的工装,由于在定位块上设有定位柱和定位销,通过定位销可以确定工件的方向和位置,并利用定位柱中的定位
螺孔,采用螺栓与定位螺孔相配合,可以实现将工件锁紧在定位块上;同时,由于在所述定位块的底面设有倾斜面,利用倾斜面将定位块固定于机床,从而使定位块的倾斜角度与待加工的异型类零件相同,通过数控机床中的加工刀具,即可完成斜面加工,从而使用加工的斜面满足倾斜角度要求。采用本实用新型所述的工装,不仅能够减少装夹及定位时间,还可以提高加工质量及加工效率,具有结构简单,装夹及定位方便,能够满足异型类零件加工要求,其实用性强,适合于推广应用。
附图说明
8.下面结合附图对本实用新型作进一步详细说明。
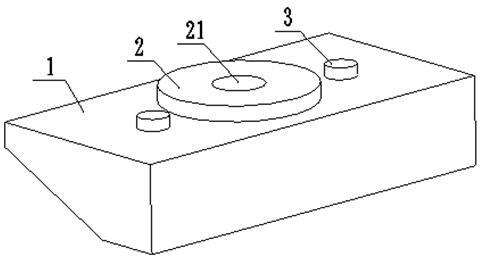
9.图1是本实用新型的结构示意图一;
10.图2是本实用新型的结构示意图二;
11.图3是本实用新型的俯视图。
12.图中所示:1-定位块、11-底面、12-倾斜面、13-侧面、2-定位柱、21-定位螺孔、3-定位销。
具体实施方式
13.如图1至图3所示,本实用新型所述的一种用于异型类零件快速定位装夹的工装,所述工装包括有定位块1、定位柱2和定位销3,所述定位块1为长方体形结构,所述定位销3设有两个,所述定位柱2和定位销3均设置于定位块1的顶面,其中所述定位柱2位于定位块1的顶面中心位置处,而两个定位销3分布于定位柱2左右两侧,位于左右两侧的定位销3沿所述定位柱2中心线呈对称状态分布于定位块1前后两侧,在所述定位柱2的中心位置还设有定位螺孔21;在所述定位块1的底面11设有一个朝其顶面方向倾斜的倾斜面12,所述倾斜面12与定位块1的底面11以及侧面13构成异型面。其中所述底面11的长度大于所述侧面13的高度,所述倾斜面12的倾斜角度为22度,所述倾斜角度即为所述倾斜面12与定位块1的底面11之间夹角。
14.进一步地,本实用新型所述的一种用于异型类零件快速定位装夹的工装,其中所述定位柱2为圆柱结构,所述定位柱2的外径小于所述定位块1的宽度;所述定位柱2与定位销3的高度相同,其顶面处于同一平面内,所述定位柱2与定位销3的高度小于待定位异型类零件内部深度;其中所述定位块1、定位柱2和定位销3均采用金属材料制作,并采用焊接方式构成一体结构。
15.在具体应用过程中,由于在定位块1上设有定位柱2和定位销3,通过定位销3可以确定工件的方向和位置,并利用定位柱2中的定位螺孔21,采用螺栓与定位螺孔21相配合,可以实现将工件锁紧在定位块1上;同时,由于在所述定位块1的底面11设有倾斜面12,利用倾斜面12将定位块1固定于机床,从而使定位块1的倾斜角度与待加工的异型类零件相同,通过数控机床中的加工刀具,即可完成斜面加工,从而使用加工的斜面满足倾斜角度要求。
16.综上所述,采用本实用新型所述的工装,不仅能够减少装夹及定位时间,还可以提高加工质量及加工效率,具有结构简单,装夹及定位方便,能够满足异型类零件加工要求,其实用性强,适合于推广应用。
17.本实用新型的保护范围不仅限于具体实施方式所公开的技术方案,以上所述仅为
本实用新型的较佳实施方式,并不限制本实用新型,凡是依据本实用新型的技术方案所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围之内。
技术特征:
1.一种用于异型类零件快速定位装夹的工装,其特征在于:所述工装包括有定位块(1)、定位柱(2)和定位销(3),所述定位块(1)为长方体形结构,所述定位销(3)设有两个,所述定位柱(2)和定位销(3)均设置于定位块(1)的顶面,其中所述定位柱(2)位于定位块(1)的顶面中心位置处,而两个定位销(3)分布于定位柱(2)左右两侧,位于左右两侧的定位销(3)沿所述定位柱(2)中心线呈对称状态分布于定位块(1)前后两侧,在所述定位柱(2)的中心位置还设有定位螺孔(21);在所述定位块(1)的底面(11)设有一个朝其顶面方向倾斜的倾斜面(12),所述倾斜面(12)与定位块(1)的底面(11)以及侧面(13)构成异型面。2.根据权利要求1所述的一种用于异型类零件快速定位装夹的工装,其特征在于:所述定位柱(2)为圆柱结构,所述定位柱(2)的外径小于所述定位块(1)的宽度;所述定位柱(2)与定位销(3)的高度相同,其顶面处于同一平面内,所述定位柱(2)与定位销(3)的高度小于待定位异型类零件内部深度;其中所述定位块(1)、定位柱(2)和定位销(3)均采用金属材料制作,并采用焊接方式构成一体结构。3.根据权利要求1所述的一种用于异型类零件快速定位装夹的工装,其特征在于:所述底面(11)的长度大于所述侧面(13)的高度,所述倾斜面(12)的倾斜角度为22度,所述倾斜角度即为所述倾斜面(12)与定位块(1)的底面(11)之间夹角。
技术总结
本实用新型公开了一种用于异型类零件快速定位装夹的工装,所述工装包括有定位块、定位柱和定位销,定位块为长方体形结构,定位销设有两个,定位柱和定位销均设置于定位块的顶面,其中所述定位柱位于定位块的顶面中心位置处,而两个定位销分布于定位柱左右两侧,位于左右两侧的定位销沿所述定位柱中心线呈对称状态分布于定位块前后两侧,在定位柱的中心位置还设有定位螺孔;在定位块的底面设有一个倾斜面,所述倾斜面与定位块的底面以及侧面构成异型面。采用本实用新型所述的工装,不仅减少装夹及定位时间,还提高了加工质量及加工效率,具有结构简单,装夹及定位方便,能够满足异型类零件加工要求,其实用性强,适合于推广应用。用。用。
技术研发人员:沈广伍 周伟 张龙 李永庆
受保护的技术使用者:贵州恒航华盛科技有限公司
技术研发日:2022.06.07
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1