一种双向锯切拉料压料机构的制作方法
1.本实用新型涉及切割机技术领域,特别是涉及一种双向锯切拉料压料机构。
背景技术:
2.现有坯料来料都是长条状的,需要根据产品的长度进行分断切割,切割一次就往前拉料送料,专利号为cn201821373928.4的中国专利公开了一种全自动坯料切割机,送料装置驱动机构驱动送料装置单向进行送料,为保证切料时坯料的稳固性,切割装置另一侧固定设置有用于压料的压料装置,在实际使用过程中,送料装置上料行程有限,送料装置上夹紧有坯料尾料,坯料尾料长度有限无法送至压料装置对其进行夹紧,但坯料尾料长度是远长于产品的长度的,直接弃料造成资源浪费,现有情况大都是人工手持尾料,将其放置到压料装置压紧,控制尾料伸出长度,然后切割装置切断,人工定位上料切割,切割成品质量不可以保障,人工依次装夹,直至尾料长度短于产品长度,虽然能够降低材料浪费,但在切割的环境中工人手动操作比较危险,存在安全隐患,且效率低。
3.基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种双向锯切拉料压料机构。
技术实现要素:
4.本实用新型主要解决的技术问题是提供一种双向锯切拉料压料机构,能够反向送料,自动化切割坯料的剩余长度,保障切割质量,降低材料浪费,提高工作效率,人机操作性安全可靠。
5.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种双向锯切拉料压料机构,该种双向锯切拉料压料机构包括机架、丝杆驱动模组、正向送料装置、压料装置和切割装置,所述机架上固定有丝杆驱动模组和压料装置,所述丝杆驱动模组的滑座上安装有用于压料和正向上料的正向送料装置,所述压料装置后侧的机架内安装有用于锯切坯料的切割装置,所述机架还安装有锯切拉料装置,正向送料装置、压料装置和锯切拉料装置沿正向上料方向依次设置,所述切割装置的锯片位于压料装置和锯切拉料装置之间。
6.优选的是,所述锯切拉料装置包括竖直板、滚柱丝杆、伺服电机、移载架、直线导轨、压料组件和感应器,所述竖直板安装于机架上,竖直板背面水平安装有滚柱丝杆,滚柱丝杆由伺服电机驱动,滚柱丝杆的丝杆螺母与移载架固定连接,所述移载架通过直线导轨与竖直板正面滑动连接,移载架上安装有压料组件,所述竖直板上安装有一排感应器,感应器依次对应滚柱丝杆的正极限、负极限和原点位置的检测。
7.优选的是,所述压料组件包括基准板、门形压料支架、气缸a、压板a、气缸b、压板b和直线轴承,所述移载架上安装有互相垂直的用于放置坯料的基准板,移载架上安装有门形压料支架,门形压料支架的顶板上安装有气缸a,气缸a的活塞杆上安装有压板a,门形压料支架的侧板上安装有气缸b,气缸b的活塞杆上安装有压板b,所述压板a和压板b分别通过直线轴承和门形压料支架导向连接且与两基准板相对。
8.与现有技术相比,本实用新型的有益效果是:
9.能够正向上料,此外通过坯料的反向送料形式,自动化切割坯料的剩余长度,可以有效提高工作效率和有效降低材料浪费,提高材料的利用率,在切割质量上面具有保障,人机操作性上安全性更见可靠。
附图说明
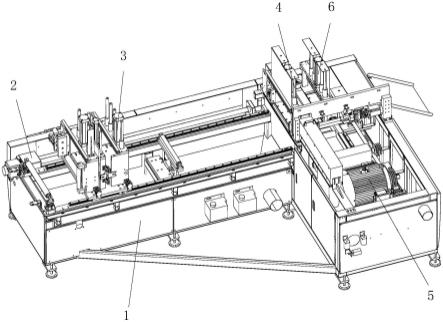
10.图1为一种双向锯切拉料压料机构的结构示意图。
11.图2为一种双向锯切拉料压料机构的锯切拉料装置一视角结构示意图。
12.图3为一种双向锯切拉料压料机构的锯切拉料装置另一视角结构示意图。
13.其中,1-机架;2-丝杆驱动模组;3-正向送料装置;4-压料装置;5-切割装置;6-锯切拉料装置;61-竖直板;62-滚柱丝杆;63-伺服电机;64-移载架;65-直线导轨;66-压料组件;661-基准板;662-门形压料支架;663-气缸a;664-压板a;665-气缸b;666-压板b;667-直线轴承;感应器67。
具体实施方式
14.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
15.请参阅图1至图3,本实用新型实施例包括:
16.一种双向锯切拉料压料机构,该种双向锯切拉料压料机构包括机架1、丝杆驱动模组2、正向送料装置3、压料装置4和切割装置5,所述机架1上固定有丝杆驱动模组2和压料装置4,所述丝杆驱动模组2的滑座上安装有用于压料和正向上料的正向送料装置3,所述压料装置4后侧的机架1内安装有用于锯切坯料的切割装置5,所述机架1还安装有锯切拉料装置6,正向送料装置3、压料装置4和锯切拉料装置6沿正向上料方向依次设置,所述切割装置5的锯片位于压料装置4和锯切拉料装置6之间。
17.所述锯切拉料装置6包括竖直板61、滚柱丝杆62、伺服电机63、移载架64、直线导轨65、压料组件66和感应器67,所述竖直板61安装于机架1上,竖直板61背面水平安装有滚柱丝杆62,滚柱丝杆62由伺服电机63驱动,滚柱丝杆62的丝杆螺母与移载架64固定连接,所述移载架64通过直线导轨65与竖直板61正面滑动连接,移载架64上安装有压料组件66,所述竖直板61上安装有一排感应器67,感应器67依次对应滚柱丝杆62的正极限、负极限和原点位置的检测。
18.所述压料组件66包括基准板661、门形压料支架662、气缸a663、压板a664、气缸b665、压板b666和直线轴承667,所述移载架64上安装有互相垂直的用于放置坯料的基准板661,移载架64上安装有门形压料支架662,门形压料支架662的顶板上安装有气缸a663,气缸a663的活塞杆上安装有压板a664,门形压料支架662的侧板上安装有气缸b665,气缸b665的活塞杆上安装有压板b666,所述压板a664和压板b666分别通过直线轴承667和门形压料支架662导向连接且与两基准板661相对。
19.本实用新型一种双向锯切拉料压料机构工作时,分为两种情况,正向上料:当坯料足够长时:正向送料装置3夹紧坯料,丝杆驱动模组2驱动正向送料装置3前移,锯切拉料装
置6的压料组件66位于终止位置,即压料组件66靠近切割装置5的锯片,压料装置4和压料组件66同步压紧坯料,此时待切割成品是由压料组件66压紧的,保证坯料稳定性,切割装置5进行锯切,正向送料装置3继续前移依次上料;
20.反向上料:当坯料为尾料时,坯料剩余长度无法继续正向上料,压料组件66压紧坯料,正向送料装置3松开,压料组件66运行至滚柱丝杆62的初始位置,压料组件66由滚柱丝杆62带动朝向切割装置5运行,反向上料,每次运行行程与成品长度一致,压料装置4压紧反向上料的坯料,此时待切割成品由压料装置4压紧,切割装置5进行锯切,重复上述动作直至坯料长度低于成品规定长度。
21.本实用新型一种双向锯切拉料压料机构,能够反向送料,自动化切割坯料的剩余长度,保障切割质量,降低材料浪费,提高工作效率,人机操作性安全可靠。
22.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种双向锯切拉料压料机构,包括机架、丝杆驱动模组、正向送料装置、压料装置和切割装置,所述机架上固定有丝杆驱动模组和压料装置,所述丝杆驱动模组的滑座上安装有用于压料和正向上料的正向送料装置,所述压料装置后侧的机架内安装有用于锯切坯料的切割装置,其特征在于:所述机架还安装有锯切拉料装置,正向送料装置、压料装置和锯切拉料装置沿正向上料方向依次设置,所述切割装置的锯片位于压料装置和锯切拉料装置之间。2.根据权利要求1所述的一种双向锯切拉料压料机构,其特征在于:所述锯切拉料装置包括竖直板、滚柱丝杆、伺服电机、移载架、直线导轨、压料组件和感应器,所述竖直板安装于机架上,竖直板背面水平安装有滚柱丝杆,滚柱丝杆由伺服电机驱动,滚柱丝杆的丝杆螺母与移载架固定连接,所述移载架通过直线导轨与竖直板正面滑动连接,移载架上安装有压料组件,所述竖直板上安装有一排感应器,感应器依次对应滚柱丝杆的正极限、负极限和原点位置的检测。3.根据权利要求2所述的一种双向锯切拉料压料机构,其特征在于:所述压料组件包括基准板、门形压料支架、气缸a、压板a、气缸b、压板b和直线轴承,所述移载架上安装有互相垂直的用于放置坯料的基准板,移载架上安装有门形压料支架,门形压料支架的顶板上安装有气缸a,气缸a的活塞杆上安装有压板a,门形压料支架的侧板上安装有气缸b,气缸b的活塞杆上安装有压板b,所述压板a和压板b分别通过直线轴承和门形压料支架导向连接且与两基准板相对。
技术总结
本实用新型公开了一种双向锯切拉料压料机构,包括机架、丝杆驱动模组、正向送料装置、压料装置和切割装置,所述机架上固定有丝杆驱动模组和压料装置,所述丝杆驱动模组的滑座上安装有用于压料和正向上料的正向送料装置,所述压料装置后侧的机架内安装有用于锯切坯料的切割装置,所述机架还安装有锯切拉料装置,正向送料装置、压料装置和锯切拉料装置沿正向上料方向依次设置,所述切割装置的锯片位于压料装置和锯切拉料装置之间。通过上述方式,本实用新型能够反向送料,自动化切割坯料的剩余长度,保障切割质量,降低材料浪费,提高工作效率,人机操作性安全可靠。人机操作性安全可靠。人机操作性安全可靠。
技术研发人员:邓争平 孟俊伟
受保护的技术使用者:昆山邓氏精密机械有限公司
技术研发日:2022.06.09
技术公布日:2022/10/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1