装载机主铰接结构件快速机加工夹持机构的制作方法
1.本实用新型属于装载机主铰接结构件生产领域,具体是装载机主铰接结构件快速机加工夹持机构。
背景技术:
2.主铰接结构件1是装载机中的重要配件之一,主铰接结构件1的结构如图1所示,包括侧板101以及连接钢板102。焊接完成后,需要对侧板进行机加工,例如对侧板上的铰接孔进行精密铣削,除锈并铣削出圆角。现有的技术是直接进行铣削,操作过程中有可能会发生移位,导致精度不够,并且有一定的危险。因此,急需一种专门用于机加工固定的夹持机构。
技术实现要素:
3.为了弥补现有技术的不足,本实用新型提供一种用于装载机主铰接结构件快速机加工夹持机构的技术方案。
4.所述的装载机主铰接结构件快速机加工夹持机构,包括底座,所述底座上设置有四组夹持装置以及压紧装置,所述夹持装置的夹紧方向为横向夹紧,所述夹持装置按2x2阵列均布在所述底座上,所述夹持装置包括两组相对设置的l型支架,l型支架固定安装在底座上,安装后形成限位槽,所述l型支架上设置有螺杆,侧板插接在限位槽中,旋转螺杆直至螺杆紧抵侧板,实现夹持固定。
5.进一步的,所述l型支架上设置有加强筋,所述加强筋呈三角状。
6.进一步的,所述l型支架上设置有螺孔,所述螺杆与所述螺孔螺纹配合,所述螺杆的端部设置有螺母。
7.进一步的,所述压紧装置包括限位杆,所述限位杆上设置有调节螺母以及压块,所述压块限位在所述调节螺母的下方。
8.进一步的,所述压块呈长条状,所述压块上设置有行程槽,所述限位杆插接在所述行程槽中。
9.进一步的,所述限位杆上设置有螺纹结构,所述调节螺母与所述限位杆螺纹连接。
10.进一步的,所述底座上还设置有挡块,所述挡块设置在所述压紧装置的侧边。
11.进一步的,所述底座的顶角处设置有吊环。
12.进一步的,所述压紧装置设置有四组,设置在所述侧板的两端。
13.与现有技术相比,本实用新型有以下优点:
14.主铰接结构件的侧板设置在夹持装置的限位槽中,通过螺杆进行抵接固定锁紧,连接钢板通过压紧装置进行压紧,压块从上方向下压,并通过调节螺母进行旋紧,通过夹持装置和压紧装置配合,将主铰接结构件紧紧的锁定在机加工夹持机构上,定位夹持速度快,机加工时主铰接结构件夹持稳定,不会晃动,生产的产品精度相较于传统的方法有较好的精度。
附图说明
15.图1主铰接结构件的结构示意图;
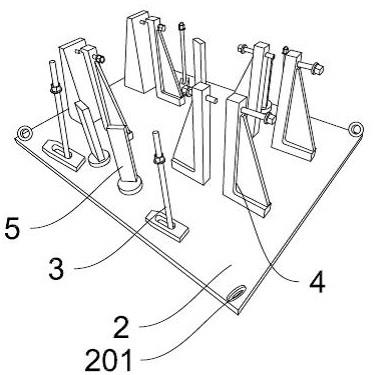
16.图2为本实用新型结构示意图;
17.图3为本实用新型压紧装置结构示意图;
18.图4为本实用新型夹持装置结构示意图;
19.图5为本实用新型夹持主铰接结构件的状态图一;
20.图6为本实用新型夹持主铰接结构件的状态图二。
具体实施方式
21.下面结合附图对本实用新型作进一步说明。
22.如图2-6所示, 装载机主铰接结构件快速机加工夹持机构,包括底座2,底座上设置有四组夹持装置4以及压紧装置3,夹持装置4的夹紧方向为横向夹紧,夹持装置4按2x2阵列均布在底座2上,夹持装置4包括两组相对设置的l型支架401,l型支架401固定安装在底座2上,安装后形成限位槽,l型支架401上设置有螺杆404,侧板101插接在限位槽中,旋转螺杆404直至螺杆紧抵侧板101,实现夹持固定。压紧装置3设置有四组,设置在侧板101的两端。
23.l型支架401上设置有加强筋402,加强筋402呈三角状。应用加强筋,提高l型支架401的稳定性,避免发生弯曲。l型支架401上设置有螺孔405,螺杆404与螺孔405螺纹配合,螺杆404的端部设置有螺母403。
24.压紧装置3包括限位杆301,限位杆301上设置有调节螺母302以及压块303,压块303限位在调节螺母302的下方。压块303呈长条状,压块303上设置有行程槽304,限位杆301插接在行程槽中。限位杆301上设置有螺纹结构,调节螺母302与限位杆301螺纹连接。该主铰接结构件1放置在夹持机构上时,压块303设置在连接钢板102的上方,通过调节螺母302配合,将压块303压紧在连接钢板102上,防止移动。行程槽304的作用为,方便上下移动压块303,移动至高处后,可以绕限位杆转动,调节方便。
25.作为优选的实施例,底座2上还设置有挡块5,挡块5设置在压紧装置的侧边。挡块5可以用于支撑连接钢板102,也可以用于侧向顶住连接钢板102,对连接钢板102起到支撑及限位作用。
26.底座2的顶角处设置有吊环201。当需要移动该夹持机构时,通过葫芦吊等装置与吊环配合,实现移动。
27.使用时,主铰接结构件的侧板设置在夹持装置的限位槽中,通过螺杆进行抵接固定锁紧,连接钢板通过压紧装置进行压紧,压块从上方向下压,并通过调节螺母进行旋紧,通过夹持装置和压紧装置配合,将主铰接结构件紧紧的锁定在机加工夹持机构上,定位夹持速度快,机加工时主铰接结构件夹持稳定,不会晃动,生产的产品精度相较于传统的方法有较好的精度。
技术特征:
1.装载机主铰接结构件快速机加工夹持机构,其特征在于包括底座(2),所述底座上设置有四组夹持装置(4)以及压紧装置(3),所述夹持装置(4)的夹紧方向为横向夹紧,所述夹持装置(4)按2x2阵列均布在所述底座(2)上,所述夹持装置(4)包括两组相对设置的l型支架(401),l型支架(401)固定安装在底座(2)上,安装后形成限位槽,所述l型支架(401)上设置有螺杆(404),侧板(101)插接在限位槽中,旋转螺杆(404)直至螺杆紧抵侧板(101),实现夹持固定。2.根据权利要求1所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述l型支架(401)上设置有加强筋(402),所述加强筋(402)呈三角状。3.根据权利要求1或2所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述l型支架(401)上设置有螺孔(405),所述螺杆(404)与所述螺孔(405)螺纹配合,所述螺杆(404)的端部设置有螺母(403)。4.根据权利要求1所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述压紧装置(3)包括限位杆(301),所述限位杆(301)上设置有调节螺母(302)以及压块(303),所述压块(303)限位在所述调节螺母(302)的下方。5.根据权利要求4所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述压块(303)呈长条状,所述压块(303)上设置有行程槽(304),所述限位杆(301)插接在所述行程槽中。6.根据权利要求4或5所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述限位杆(301)上设置有螺纹结构,所述调节螺母(302)与所述限位杆(301)螺纹连接。7.根据权利要求1所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述底座(2)上还设置有挡块(5),所述挡块(5)设置在所述压紧装置的侧边。8.根据权利要求1所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述底座(2)的顶角处设置有吊环(201)。9.根据权利要求1或4或5所述的装载机主铰接结构件快速机加工夹持机构,其特征在于所述压紧装置(3)设置有四组,设置在所述侧板(101)的两端。
技术总结
本实用新型公开装载机主铰接结构件快速机加工夹持机构,包括底座,底座上设置有四组夹持装置以及压紧装置,夹持装置的夹紧方向为横向夹紧,夹持装置按2X2阵列均布在底座上,夹持装置包括两组相对设置的L型支架,L型支架固定安装在底座上,安装后形成限位槽,L型支架上设置有螺杆,侧板插接在限位槽中,旋转螺杆直至螺杆紧抵侧板,实现夹持固定。通过夹持装置和压紧装置配合,将主铰接结构件紧紧的锁定在机加工夹持机构上,定位夹持速度快,机加工时主铰接结构件夹持稳定,不会晃动,生产的产品精度相较于传统的方法有较好的精度。精度相较于传统的方法有较好的精度。精度相较于传统的方法有较好的精度。
技术研发人员:何燕华 商占庆 郑排 崔北乐
受保护的技术使用者:杭州美达王钢铁制品加工有限公司
技术研发日:2022.06.13
技术公布日:2022/10/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1