镂空型压铸底座数控车床夹紧定位机构的制作方法
1.本实用新型涉及压铸件加工领域,具体涉及一种镂空型压铸底座数控车床夹紧定位机构。
背景技术:
2.压铸件在完成压铸成型操作后,需要进行精加工,如车外圆、端面铣削、钻孔、抛光等。
3.针对车外圆和端面铣削,大多在数控车床上进行操作。如图5所示的压铸底座工件,由于其结构较为复杂,并且为两层式的镂空结构,因此无法直接定位装夹在数控车床的卡盘上,需要设计一种专用的夹紧定位机构。
技术实现要素:
4.本实用新型的目的是:
5.设计一种镂空型压铸底座数控车床夹紧定位机构,针对镂空型结构的压铸底座工件的构造进行仿形开发,实现压铸底座工件的稳固定位装夹,在高速旋转和加工受力情况下不会出现位移和掉落现象,确保车外圆和端面铣削的顺利进行。
6.为了实现上述目的,本实用新型提供如下的技术方案:
7.一种镂空型压铸底座数控车床夹紧定位机构,包括卡盘座、卡爪以及锁紧定位环;所述卡爪可活动地设置在卡盘座上,所述卡盘座与数控车床的主轴同轴连接;所述卡爪上设置有定位扩槽、内弧形槽以及卡块,所述卡块与卡爪可拆卸式连接;所述锁紧定位环与卡块可拆卸式连接,所述锁紧定位环包括环体、让位槽、定位斜面、定位弧面以及避位槽,所述环体呈圆环形并且环体上设置有断槽。
8.进一步的,所述定位扩槽呈扩口状结构,所述定位扩槽与内弧形槽相连通;所述卡块通过螺钉与靠近内弧形槽的位置处连接,并且卡块相对于内弧形槽的壁面凸起。
9.进一步的,所述锁紧定位环为一体成型式结构,并且锁紧定位环通过沉头孔内的螺钉与三个卡块可拆卸式连接。
10.进一步的,所述让位槽具体位于环体的外圆周壁上,所述断槽位于其中一个让位槽内,并且断槽的方向沿环体的中心轴线方向延伸。
11.进一步的,所述让位槽和沉头孔均相对于环体的中心轴线呈圆周阵列状设置;所述定位斜面和定位弧面位于环体的外圆周壁和端面的过渡处。
12.进一步的,所述定位斜面和定位弧面的位置相对应,并且所述避位槽位于定位斜面和定位弧面之间。
13.本实用新型的有益效果为:一种镂空型压铸底座数控车床夹紧定位机构,针对镂空型结构的压铸底座工件的构造进行仿形开发,设计定位扩槽、内弧形槽、卡块以及锁紧定位环,实现压铸底座工件在数控车床上的稳固定位装夹,在高速旋转和加工受力情况下不会出现位移和掉落现象,从而确保车外圆和端面铣削的顺利进行,降低不良品率。
附图说明
14.图1为本实用新型一种镂空型压铸底座数控车床夹紧定位机构装夹压铸底座的状态图。
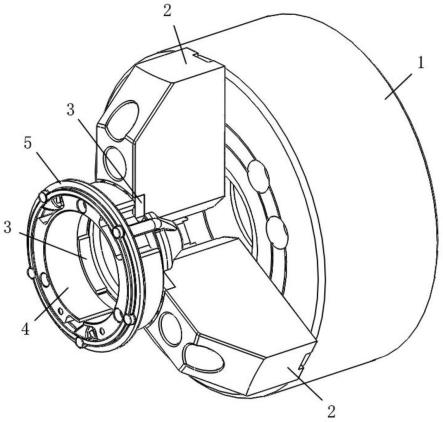
15.图2为本实用新型一种镂空型压铸底座数控车床夹紧定位机构的整体结构示意图。
16.图3为本实用新型一种镂空型压铸底座数控车床夹紧定位机构的部分结构示意图。
17.图4为本实用新型一种镂空型压铸底座数控车床夹紧定位机构的锁紧定位环示意图。
18.图5为本实用新型一种镂空型压铸底座数控车床夹紧定位机构的压铸底座示意图。
19.图中:1、卡盘座;2、卡爪;21、定位扩槽;22、内弧形槽;3、卡块;4、锁紧定位环;41、环体;42、断槽;43、让位槽;44、沉头孔;45、定位斜面;46、定位弧面;47、避位槽;5、压铸底座。
具体实施方式
20.为了使本实用新型的目的、技术方案及有益效果更加清楚、明了,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
21.参考图1至图5,一种镂空型压铸底座数控车床夹紧定位机构,包括卡盘座1、卡爪2以及锁紧定位环4;所述卡爪2可活动地设置在卡盘座1上,所述卡盘座1与数控车床的主轴同轴连接,数控车床的主轴驱动卡盘座1旋转;所述卡爪2上设置有定位扩槽21、内弧形槽22以及卡块3,所述卡块3与卡爪2可拆卸式连接,卡块3用于卡紧压铸底座5的扩口部,定位扩槽21和内弧形槽22用于对压铸底座5的扩口部进行定位;所述锁紧定位环4与卡块3可拆卸式连接,所述锁紧定位环4包括环体41、让位槽43、定位斜面45、定位弧面46以及避位槽47,锁紧定位环4用于对压铸底座5进行锁紧定位,避免压铸底座5发生位移和脱落,所述环体41呈圆环形并且环体41上设置有断槽42,断槽42的存在使环体41成为c形,具有一定的弹性,可伸缩调节,以方便压铸底座5的圆环部卡在定位斜面45和定位弧面46上。
22.所述定位扩槽21呈扩口状结构,为压铸底座5的扩口部仿形设计,所述定位扩槽21与内弧形槽22相连通;所述卡块3通过螺钉与靠近内弧形槽22的位置处连接,并且卡块3相对于内弧形槽22的壁面凸起,从而可以卡紧压铸底座5的扩口部。
23.所述锁紧定位环4为一体成型式结构,并且锁紧定位环4通过沉头孔44内的螺钉与三个卡块3可拆卸式连接,形成均匀锁紧,受力均匀。
24.所述让位槽43具体位于环体41的外圆周壁上,所述断槽42位于其中一个让位槽43内,并且断槽42的方向沿环体41的中心轴线方向延伸,从而使环体41具备一定程度的弹性伸缩能力,方便放置和取出压铸底座5。
25.所述让位槽43和沉头孔44均相对于环体41的中心轴线呈圆周阵列状设置;所述定位斜面45和定位弧面46位于环体41的外圆周壁和端面的过渡处,定位斜面45和定位弧面46均用于对压铸底座5的圆环部进行定位。
26.所述定位斜面45和定位弧面46的位置相对应,并且所述避位槽47位于定位斜面45和定位弧面46之间,避位槽47用于对压铸底座5的圆环部上可能存在的加工毛边进行让位,避免毛边导致定位不精准。
27.本实用新型的工作原理为:首先将锁紧定位环4上的沉头孔44内的螺钉拧出,卸下锁紧定位环4,随后卸下卡块3,实现让位;
28.随后将锁紧定位环4的环体41按压收缩放入压铸底座5的圆环部内,圆环部嵌入定位斜面45和定位弧面46共同形成的凹槽内;
29.随后将压铸底座5的扩口部放入三个卡爪2之间,使压铸底座5的扩口部嵌入定位扩槽21和内弧形槽22,锁紧卡块3,实现对压铸底座5的扩口部的定位;
30.将螺钉放入环体41上的沉头孔44内,并锁紧,实现锁紧定位环4与卡块3的固定连接,至此实现对压铸底座5的定位装夹,避免压铸底座5在加工过程中发生位移或者掉落的不良现象,降低不良品率。
31.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
技术特征:
1.一种镂空型压铸底座数控车床夹紧定位机构,其特征在于:包括卡盘座(1)、卡爪(2)以及锁紧定位环(4);所述卡爪(2)可活动地设置在卡盘座(1)上,所述卡盘座(1)与数控车床的主轴同轴连接;所述卡爪(2)上设置有定位扩槽(21)、内弧形槽(22)以及卡块(3),所述卡块(3)与卡爪(2)可拆卸式连接;所述锁紧定位环(4)与卡块(3)可拆卸式连接,所述锁紧定位环(4)包括环体(41)、让位槽(43)、定位斜面(45)、定位弧面(46)以及避位槽(47),所述环体(41)呈圆环形并且环体(41)上设置有断槽(42)。2.根据权利要求1所述的一种镂空型压铸底座数控车床夹紧定位机构,其特征在于:所述定位扩槽(21)呈扩口状结构,所述定位扩槽(21)与内弧形槽(22)相连通;所述卡块(3)通过螺钉与靠近内弧形槽(22)的位置处连接,并且卡块(3)相对于内弧形槽(22)的壁面凸起。3.根据权利要求2所述的一种镂空型压铸底座数控车床夹紧定位机构,其特征在于:所述锁紧定位环(4)为一体成型式结构,并且锁紧定位环(4)通过沉头孔(44)内的螺钉与三个卡块(3)可拆卸式连接。4.根据权利要求3所述的一种镂空型压铸底座数控车床夹紧定位机构,其特征在于:所述让位槽(43)具体位于环体(41)的外圆周壁上,所述断槽(42)位于其中一个让位槽(43)内,并且断槽(42)的方向沿环体(41)的中心轴线方向延伸。5.根据权利要求4所述的一种镂空型压铸底座数控车床夹紧定位机构,其特征在于:所述让位槽(43)和沉头孔(44)均相对于环体(41)的中心轴线呈圆周阵列状设置;所述定位斜面(45)和定位弧面(46)位于环体(41)的外圆周壁和端面的过渡处。6.根据权利要求5所述的一种镂空型压铸底座数控车床夹紧定位机构,其特征在于:所述定位斜面(45)和定位弧面(46)的位置相对应,并且所述避位槽(47)位于定位斜面(45)和定位弧面(46)之间。
技术总结
本实用新型涉及一种镂空型压铸底座数控车床夹紧定位机构,包括卡盘座、卡爪以及锁紧定位环;所述卡爪可活动地设置在卡盘座上,所述卡盘座与数控车床的主轴同轴连接;所述卡爪上设置有定位扩槽、内弧形槽以及卡块,所述卡块与卡爪可拆卸式连接;所述锁紧定位环与卡块可拆卸式连接,所述锁紧定位环包括环体、让位槽、定位斜面、定位弧面以及避位槽,所述环体呈圆环形并且环体上设置有断槽。本实用新型一种镂空型压铸底座数控车床夹紧定位机构,针对镂空型结构的压铸底座工件的构造进行仿形开发,实现压铸底座工件的稳固定位装夹,在高速旋转和加工受力情况下不会出现位移和掉落现象,确保车外圆和端面铣削的顺利进行。保车外圆和端面铣削的顺利进行。保车外圆和端面铣削的顺利进行。
技术研发人员:谌晓勇 周广亮 朱海建
受保护的技术使用者:昆山衍咏精密压铸有限公司
技术研发日:2022.06.20
技术公布日:2022/10/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1