发电机轴用防滑搓齿板的制作方法
1.本实用新型涉及搓齿板领域,尤其是涉及一种发电机用防滑搓齿板。
背景技术:
2.现有的搓齿板针对不同的成型阶段,一般会分为吃入段、成型段、整形段和退出段,不同的阶段表面结构也不同,加工时间长,加工方式较为复杂。
技术实现要素:
3.本实用新型为了克服上述的不足,提供了一种结构简单、易加工生产的发电机轴用防滑搓齿板。
4.本实用新型的技术方案如下:
5.一种发电机轴用防滑搓齿板,包括搓齿板本体,在搓齿板本体的上表面连续排布满齿体,其特征在于,搓齿板本体的上表面从前到后依次为防滑段、成型段和整形退出段,所述防滑段的长度为搓齿板本体长度的30%-40%;
6.防滑段、成型段和整形退出段的齿体结构大小相同,但防滑段齿体的表面粗糙度>整形退出段齿体的表面粗糙度>成型段的表面粗糙度。
7.优选的,所述成型段的长度为搓齿板本体长度的45%-50%。该段长度大于防滑段,以确保发电机轴的整体成型。
8.优选的,所述防滑段齿体的表面粗糙度为18-20μm。其通过对防滑段齿体进行喷砂处理得到,在保证发电机轴进入时不打滑的同时,还提高了工件的粗糙度,使工件在后期与涂层之间能够更好地结合。
9.优选的,所述成型段齿体的表面粗糙度为0.6-0.8μm,成型段较为光滑的表面在加工时能够保证发电机轴的精度和稳定性,同时使成型段的使用寿命得到提高。
10.优选的,所述整形退出段齿体的表面粗糙度略高于成型段,为1-2μm,由于齿体表面通过抛光打磨才能够变得光滑,因此该段略高的粗糙度可以适当减少生产搓齿板的时间。
11.本实用新型的有益效果是:
12.本实用新型的齿体从前到后除了表面粗糙度不同,结构大小相同,更容易加工生产。且表面粗糙度分三段设置,进一步减小了搓齿板的生产时间。
附图说明
13.本实用新型将通过例子并参照附图的方式说明,其中:
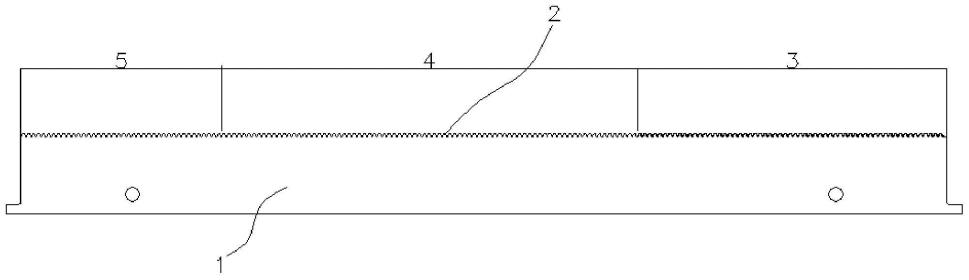
14.图1是本实用新型示意图。
具体实施方式
15.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,
仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
16.在实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
17.在实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接包括焊接、铆接、粘结等;也可以是可拆卸连接包括螺纹连接、键连接、销连接等;或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
18.如图1所示的发电机轴用防滑搓齿板,包括搓齿板本体1,在搓齿板本体1的上表面连续排布满齿体2,其特征在于,搓齿板本体1的上表面从前到后依次为防滑段3、成型段4和整形退出段5,所述防滑段3的长度为搓齿板本体1长度的30%-40%;所述成型段4的长度为搓齿板本体1长度的45%-50%。该段长度大于防滑段,以确保发电机轴的整体成型。
19.防滑段3、成型段4和整形退出段5的齿体结构大小相同,但防滑段3齿体的表面粗糙度>整形退出段5齿体的表面粗糙度>成型段4的表面粗糙度。具体为,防滑段3齿体的表面粗糙度为18-20μm,成型段4齿体的表面粗糙度为0.6-0.8μm,整形退出段5齿体的表面粗糙度略高于成型段,为1-2μm。防滑段齿体通过喷砂处理得到粗糙表面,该粗糙度在保证发电机轴进入时不打滑的同时,还提高了工件的粗糙度,使工件在后期与涂层之间能够更好地结合。成型段和整形退出段的齿体表面通过抛光打磨得到较为光滑的表面,成型段在加工零件时能够保证发电机轴的精度和稳定性,同时光滑的表面使成型段的使用寿命得到提高。整形退出段相对于成型段略高的粗糙度则可以适当减少生产搓齿板的时间。
20.上述依据本实用新型为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种发电机轴用防滑搓齿板,包括搓齿板本体(1),在搓齿板本体(1)的上表面连续排布满齿体(2),其特征在于,搓齿板本体(1)的上表面从前到后依次为防滑段(3)、成型段(4)和整形退出段(5),所述防滑段(3)的长度为搓齿板本体(1)长度的30%-40%;防滑段(3)、成型段(4)和整形退出段(5)的齿体结构大小相同,但防滑段(3)齿体的表面粗糙度>整形退出段(5)齿体的表面粗糙度>成型段(4)的表面粗糙度。2.根据权利要求1所述的发电机轴用防滑搓齿板,其特征在于,所述成型段(4)的长度为搓齿板本体(1)长度的45%-50%。3.根据权利要求1所述的发电机轴用防滑搓齿板,其特征在于,所述防滑段(3)齿体的表面粗糙度为18-20μm。4.根据权利要求1所述的发电机轴用防滑搓齿板,其特征在于,所述成型段(4)齿体的表面粗糙度为0.6-0.8μm。5.根据权利要求1所述的发电机轴用防滑搓齿板,其特征在于,所述整形退出段(5)齿体的表面粗糙度为1-2μm。
技术总结
本实用新型公开了一种发电机轴用防滑搓齿板,包括搓齿板本体,在搓齿板本体的上表面连续排布满齿体,其特征在于,搓齿板本体的上表面从前到后依次为防滑段、成型段和整形退出段,所述防滑段的长度为搓齿板本体长度的30%-40%;防滑段、成型段和整形退出段的齿体结构大小相同,但防滑段齿体的表面粗糙度>整形退出段齿体的表面粗糙度>成型段的表面粗糙度。本实用新型的齿体从前到后除了表面粗糙度不同,结构大小相同,更容易加工生产。且表面粗糙度分三段设置,进一步减小了搓齿板的生产时间。时间。时间。
技术研发人员:李斌
受保护的技术使用者:宁波爱特佳齿刀有限公司
技术研发日:2022.06.21
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1