一种环形零件耳片精密孔成批加工装夹装置的制作方法
1.本实用新型涉及机械加工技术领域,尤其是涉及一种环形零件耳片精密孔成批加工装夹装置。
背景技术:
2.在飞机结构件中存在较多四周带有耳片的环形结构件,且其耳片上还会带有高精度的小孔。这些耳片存在于零件外侧环形面上,耳片与零件的环形面存在夹角,而且不同的耳片与环形面夹角的角度也不同,需要切除工艺凸台后进行加工,零件装夹困难。另外因为这些耳片上的精密孔是用于安装轴承或衬套与其他零件连接,孔径小,要求高,加工难度大。针对此类零件的结构特征,在数控机床上加工这些孔时,目前已有一例实用新型装夹装置来解决过定位或定位不足导致零件精密孔位置度超差的情况。但装夹效率低,不能满足高效大批量生产要求。针对此类环形零件耳片精密孔成批加工急需一种新的装夹装置,来保证该类零件成批量生产。
技术实现要素:
3.本实用新型的目的在于提供一种便于环形零件耳片精密孔批量生产的装夹装置,主要用于解决此类零件精密孔的批量加工,提高零件生产效率。
4.本实用新型采用的技术方案如下:一种便于环形零件耳片精密孔批量生产的装夹装置,主要包括底座、装夹位、装夹孔、压板;其特征在于:底座为一个长方体,在长方体顶面和四个侧面安装若干个装夹位,同一个侧面的装夹位等距离设置,在若干个装夹位中间等距离设置若干个装夹孔,压板安装在装夹孔上。
5.进一步的,所述底座的一侧面首末的装夹孔下侧设有加工基准孔,在侧面的中间部位设有校正槽。
6.进一步的,所述装夹位包括耳片定位面、圆弧定位面、避让孔和避让槽,具体设计为:在底座的顶面和侧面设计一个槽为避让槽,避让槽的底面为耳片定位面,耳片定位面下侧设有一个孔为避让孔,避让孔的圆弧下底面为圆弧定位面。
7.进一步的,所述压板包括装夹槽、压板避让孔和压紧凸台,其中压板中间设有装夹槽,装夹槽二侧其中一个面设有压板避让孔,另一个面对应二侧设有压紧凸台。
8.进一步的,所述压板安装在底座上即压板的压紧凸台设置在装夹孔内,紧固螺钉插入装夹槽内紧固。
9.本实用新型的有益效果是:(1)对于环形零件上同尺寸耳片的精密孔可以采用一套装夹装置完成耳片精密孔的装夹及批量加工。(2)该装置的设计方法适用于同类环形件的耳片上的精密孔装夹装置的设计。(3)该装置结构简单,制作方便,装夹效率高,安全可靠。
附图说明
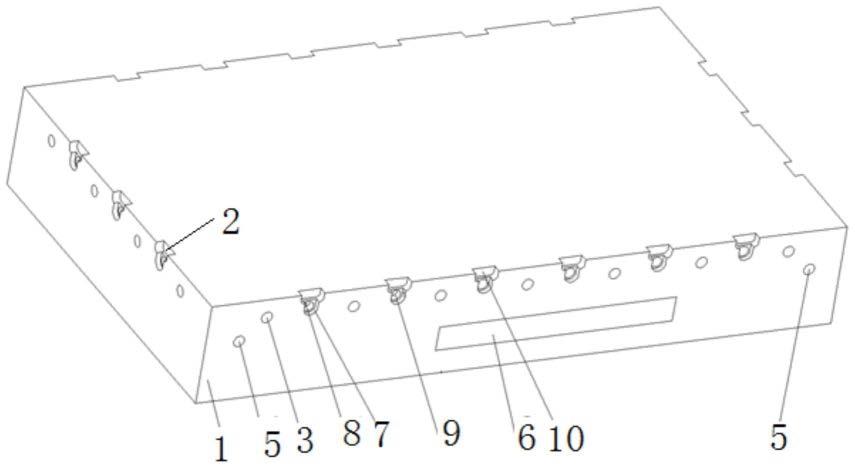
10.图1是本实用新型的结构示意图。
11.图2是本实用新型压板示意图正面。
12.图3是本实用新型压板示意图反面。
13.图4是本实用新型安装环形零件耳片精密孔装夹示意图。
14.其中底座1、装夹位2、装夹孔3、压板4、加工基准孔5、校正槽6、耳片定位面7、圆弧定位面8、避让孔9、避让槽10、装夹槽11、压板避让孔12、压紧凸台13、紧固螺钉14、耳片15、环形件16。
具体实施方式
15.下面结合附图对本发明做进一步的详细说明:参见图1至图4示意图,一种便于环形零件耳片精密孔批量生产的装夹装置,主要包括底座1、装夹位2、装夹孔3、压板4;其特征在于:底座1为一个长方体,在长方体顶面和四个侧面安装若干个装夹位2,同一个侧面的装夹位2等距离设置,在若干个装夹位2中间等距离设置若干个装夹孔3,压板4安装在装夹孔3上。
16.所述底座1的一侧面首末的装夹孔3下侧设有加工基准孔5,在侧面的中间部位设有校正槽6。所述装夹位2包括耳片定位面7、圆弧定位面8、避让孔9和避让槽10,具体设计为:在底座1的顶面和侧面设计一个槽为避让槽10,避让槽10的底面为耳片定位面7,耳片定位面7下侧设有一个孔为避让孔9,避让孔的圆弧下底面为圆弧定位面8。所述压板4包括装夹槽11、压板避让孔12和压紧凸台13,其中压板中间设有装夹槽11,装夹槽11二侧其中一个面设有压板避让孔12,另一个面对应二侧设有压紧凸台13。所述压板4安装在底座1上即压板的压紧凸台13设置在装夹孔3内,紧固螺钉14插入装夹槽11内紧固。
17.本实用新型的设计原理:本实用新型结构主要实现环形零件耳片精密孔的批量加工。根据批量加工需求,如一次装夹加工n件零件,在底座1上制出n个耳片孔装夹位2,其形状与零件上耳片孔外形一致,主要包括耳片定位面7、圆弧定位面8、避让孔9、避让槽10,通过耳片的圆弧面和厚度面及侧面作为定位面与装置上的定位面贴合,能够快速定位耳片装夹位置。圆弧定位面8设计为弧形面,耳片定位面7设计为平面,保证了零件耳片的快速定位。压板4上设计压板避让孔12、装夹槽11、压板避让孔12、压紧凸台13,压紧凸,13能够快速与避让孔12、圆弧定位面8贴合,实现零件的快速找正,且一个压板能够实现两件零件的快速定位和装夹。该装置一次可装夹n件零件,实现n件零件成组后一次加工,提高制造效率,已在企业实际应用中取得了良好效果。
18.本实用新型装夹装置主要是利用环形零件上的耳片来定位,装夹装置上圆弧定位面8设计为弧形面,耳片定位面7设计为平面,保证了耳片的快速定位。压板4上的两个压紧凸台嵌入底座1上的两个装夹位2,可快速找准压板4的装夹位置,再通过紧固螺钉14可一次装夹好两个环形件16。每个装夹位2上的避让孔9及压板上的两个避让孔,其孔径均大于耳片上需加工的孔径,避免加工时刀具会碰到压板4和底座1。每个装夹位2设置有避让槽10,避免了装夹时耳片与底座干涉。
19.一种环形零件耳片上精密孔成批加工装夹装置,具体实施方式如下:
20.步骤1、将底座1放于机床的工作台上,通过校准槽6校正底座1;
21.步骤2、将环形件16上耳片15安装至底座1的第一个装夹位2,保证环形件的耳片15与底座1上的耳片定位面7、圆弧定位面8完全贴合;
22.步骤3、重复步骤2,将第二件环形件16上耳片15安装至底座的第二个装夹位2;
23.步骤4、将压板4按图3箭头方向压入底座1,使压紧凸台13嵌入底座1的装夹位2中,拧紧紧固螺钉14。
24.步骤5、根据实际情况重复步骤2、步骤3、步骤4,将需要加工的环形件安装于底座1上
25.步骤6、通过加工基准孔5找正加工基准,加工安装好的环形件耳片精密孔;
26.步骤7、耳片15的拆装,松动紧固螺钉14,移开压板4,取出耳片15;
27.步骤8、环形件16上其余耳片的装夹、加工和拆装按照步骤1~步骤8进行。
技术特征:
1.一种便于环形零件耳片精密孔批量生产的装夹装置,主要包括底座、装夹位、装夹孔、压板;其特征在于:底座为一个长方体,在长方体顶面和四个侧面安装若干个装夹位,同一个侧面的装夹位等距离设置,在若干个装夹位中间等距离设置若干个装夹孔,压板安装在装夹孔上。2.根据权利要求1所述的一种便于环形零件耳片精密孔批量生产的装夹装置,其特征在于:所述底座的一侧面首末的装夹孔下侧设有加工基准孔,在侧面的中间部位设有校正槽。3.根据权利要求1所述的一种便于环形零件耳片精密孔批量生产的装夹装置,其特征在于:所述装夹位包括耳片定位面、圆弧定位面、避让孔和避让槽,具体设计为:在底座的顶面和侧面设计一个槽为避让槽,避让槽的底面为耳片定位面,耳片定位面下侧设有一个孔为避让孔,避让孔的圆弧下底面为圆弧定位面。4.根据权利要求1所述的一种便于环形零件耳片精密孔批量生产的装夹装置,其特征在于:所述压板包括装夹槽、压板避让孔和压紧凸台,其中压板中间设有装夹槽,装夹槽二侧其中一个面设有压板避让孔,另一个面对应二侧设有压紧凸台。5.根据权利要求1所述的一种便于环形零件耳片精密孔批量生产的装夹装置,其特征在于:所述压板安装在底座上即压板的压紧凸台设置在装夹孔内,紧固螺钉插入装夹槽内紧固。
技术总结
本实用新型涉及一种环形零件耳片精密孔成批加工装夹装置,主要包括底座、装夹位、装夹孔、压板;底座为一个长方体,在长方体顶面和四个侧面安装若干个装夹位,同一个侧面的装夹位等距离设置,在若干个装夹位中间等距离设置若干个装夹孔,压板安装在装夹孔上。本实用新型的有益效果是:(1)对于环形零件上同尺寸耳片的精密孔可以采用一套装夹装置完成耳片精密孔的装夹及批量加工。(2)该装置的设计方法适用于同类环形件的耳片上的精密孔装夹装置的设计。(3)该装置结构简单,制作方便,装夹效率高,安全可靠。安全可靠。安全可靠。
技术研发人员:江媛 刘杨阳 郭华君 王建军 谢明明 吴小亚 李江云 杨立琼 李迎涛 万翔 刘彤 方瑞 王敏 吴炎发
受保护的技术使用者:南昌沪航工业有限公司
技术研发日:2022.06.27
技术公布日:2022/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1