盒体加盖组装机的制作方法
1.本实用新型涉及一种包装设备领域,具体涉及一种盒体加盖组装机。
背景技术:
2.酒瓶的包装用到盒体和盖体,如图1、图2所示,图1为装酒瓶的盒体1,图2为盖体2,两者安装配合时,盒体1的内壁上安装有卡扣件11,该卡扣件11需要和盖体2上的卡槽21卡扣连接,卡槽21设在盖体2的侧端,从而将盖体2的一侧卡扣连接在盒体1的开口位置,盖体1上还设置在用于定位酒瓶的定位槽22,加装酒瓶时,酒瓶从盒体的开口放入,盖上盖体并可实现酒瓶的定位和包装,而盖体和盒体在装配时,都是通过手工完成,大批量生产时,进度缓慢,跟不上酒瓶的生产进度,而且劳动强度大,成本高。
技术实现要素:
3.为解决上述问题,本实用新型的目的在于提供一种可盒体和盖子自动组装完成的盒体加盖组装机,从而大大提高生产效率。
4.述目的,本实用新型提供了如下技术方案:一种盒体加盖组装机,包括盖体、盒体、盒体输送台和盖体输送台,盒体输送台和盖体输送台呈“t”型布置,盖体输送台上方设有供盖体依次叠放的放料仓,放料仓的出口一侧设有推块,所述盖体输送台的两侧设有供盖体侧端穿过的导向槽,所述盖体输送台和盒体输送台之间设有托台,在所述托台上方设有上下活动的安装板,安装板两侧分别设有可伸缩的对齐板,盒体输送台的侧端设有定位气缸和推拉气缸,所述定位气缸的活塞杆上安装有定位块,所述推拉气缸的活塞杆上连接有吸盘,吸盘和定位块朝向盒体输送台的输出方向,在盒体输送台的上方位置还设有定位杆,盒体通过盒体输送台输送抵达定位杆位置后,使得盒体和盖体输送台输送过来的盖体对齐,在邻近定位杆位置配置有光电传感器,所述盒体输送台上设有环绕设置的皮带,所述皮带的传动有一电机控制,所述电机和光电传感器分别由一控制处理器连接。
5.托台邻近盒体输送台的端部高于所述盒体输送台的端面。
6.所述的推块安装在一滑块上,所述滑块沿以直线导轨滑动,在直线导轨的下方设置有环形的线性传动模组,所述滑块安装在所述线性传动模组上,所述线性传动模组的传动由一伺服电机带动。
7.所述的推块的端部设有“v”形的限位凹槽。
8.所述对齐板安装在一伸缩气缸的活塞杆上进行伸缩运动,伸缩气缸固定在安装板上,安装板通过竖直导杆进行上下导向,一丝杆螺纹连接穿过安装板,丝杆连接在一伺服电机的输出轴上。
9.本实用新型的有益效果是:放料仓底部位置的盖体通过推块推送至托台上,盒体放置在盒体输送台上并朝向定位杆的方向输送,盒体输送过程中被光电传感器检测到后,光电传感器通过控制处理器控制电机停止,使得盒体抵接在定位杆上并对准托台上的盖体,随后定位块推送盒体推向托台上的盖体上,使得盒体上的卡扣与盖体上的卡槽卡扣配
合并预压粘胶定位,卡扣配合后吸盘吸住盒体底面拉回至盒体输送台上并绕过定位杆,使得装配好的盒体及时输出,从而完成盒体和盖体的自动组装,大大提高了装配的效率。
10.下面结合附图和具体实施方式对本实用新型作进一步描述。
附图说明
11.图1为背景技术中盒体的立体图;
12.图2为背景技术中盖体的立体图;
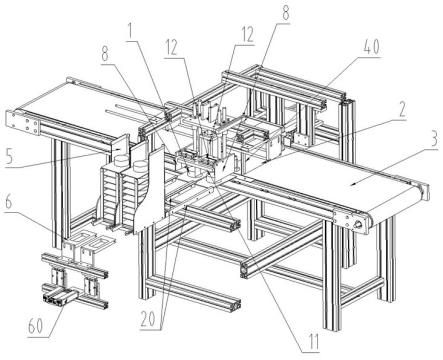
13.图3为本实用新型具体实施方式的侧视图;
14.图4为本实用新型具体实施方式中推块的立体图;
15.图5为本实用新型具体实施方式中的局部立体图。
具体实施方式
16.下面通过实施例对本实用新型进行具体的描述,只用于对本实用新型进行进一步说明,不能理解为对本实用新型保护范围的限定。
17.如图3-图5所示,本实施例公开了一种盒体加盖组装机,包括盖体1、盒体2、盒体输送台3和盖体输送台4,盒体输送台3和盖体输送台4呈“t”型布置,盖体输送台4上方设有供盖体1依次叠放的放料仓5,放料仓5的出口一侧设有推块6,盖体输送台4的两侧分别设有供盖体1侧端穿过的导向槽,这样使得盖体沿导槽在盖体输送台上滑动,盖体输送台4和盒体输送台3之间设有托台7,在托台7上方设有上下活动的安装板11,安装板11两侧分别设有可伸缩的对齐板8,盒体输送台3的侧端设有定位气缸9和推拉气缸10,定位气缸9的活塞杆上安装有定位块20,推拉气缸10的活塞杆上连接有吸盘30,吸盘30和定位块20朝向盒体输送台3的输出方向,在盒体输送台3的上方位置还设有定位杆40,盒体2通过盒体输送台3输送抵达定位杆40位置后,使得盒体2和盖体输送台4输送过来的盖体1对齐,在邻近定位杆40位置配置有光电传感器,盒体输送台3上设有环绕设置的皮带50,盒体放置在该皮带上传动,皮带50的传动有一电机控制,电机和光电传感器分别由一控制处理器连接,这样可以通过控制处理器控制盒体的停止位置,方便盒体和盖体相对齐。
18.托台7邻近盒体输送台3的端部高于盒体输送台3的端面,而盖体输送台4的上端面高于盒体输送台3的高度,因此托台呈倾斜的状态,这样使得盖体1上的卡槽可倾斜方向准确对准盒体2内的卡扣,提高卡槽和卡扣配合的准确性和可靠性,从而提高装配的可靠稳定性。
19.盒体在输送过程中最好在盒体输送台的上方架有压杆,避免盒体在受到外界干扰时发生移位,影响盒体的正常走位。
20.推块6安装在一滑块60上,滑块60沿以直线导轨滑动,(当然也可以在盖体输送台4设置与推块相匹配的活动导槽,)在直线导轨的下方设置有环形的线性传动模组90,滑块60安装在线性传动模组90(线性传动模组可用皮带或链条代替)上,线性传动模组的传动由一伺服电机带动。通过该结构使得推块6可沿直线导轨前后移动,进而保证推块6可靠地将盖体1推向至托台7上。
21.推块6的端部设有“v”形的限位凹槽61。通过该结构使得推块6上限位凹槽可将盖体1的侧端定位住,有效提高推送盖体1的可靠性。
22.对齐板8安装在一伸缩气缸12的活塞杆上进行伸缩运动,伸缩气缸固定在安装板的左右侧,而安装板11通过竖直导杆进行上下导向,同时一丝杆螺纹连接穿过安装板11,丝杆12连接在一伺服电机的输出轴上。通过该结构使得在将盖体输送至托台位置时,丝杆带动安装板降低到相应位置,两侧的对齐板通过伸缩气缸同时进行向内回推,从而将托台上的盖体位置进行矫正,这样便可与盖体输送台上定位后的盖体相对齐,提高两者的卡扣配合可靠性。
23.其中,盖体输送台4上安装有“7”字形的导向板20,导向板和盖体输送台的端面形成导槽,盖体的两侧边缘限制在导槽内输送,盖体输送至托台上后,盖体的尾端局部还滞留在导槽中,从而在于盒体卡扣配合时,定位住盖体。
24.采用上述技术方案,体通过推块6推送至托台7上,盒体2放置在盒体输送台3上并朝向定位杆40的方向输送,盒体2输送过程中被光电传感器检测到后,光电传感器通过控制处理器控制电机停止,使得盒体2抵接在定位杆40上并对准托台7上的盖体1,随后定位块20推送盒体2推向托台7上的盖体1,使得盒体2上的卡扣与盖体1上的卡槽卡扣配合,卡扣配合后吸盘30吸住盒体2底面拉回至盒体输送台3上并绕过定位杆40,使得装配好的盒体2及时输出,从而完成盒体2和盖体1的自动组装,为了提高装配效率设计了双工位同时进行,从而大大提高了装配的效率。
技术特征:
1.一种盒体加盖组装机,其特征在于:包括盖体、盒体、盒体输送台和盖体输送台,盒体输送台和盖体输送台呈“t”型布置,盖体输送台上方设有供盖体依次叠放的放料仓,放料仓的出口一侧设有推块,所述盖体输送台的两侧设有供盖体侧端穿过的导向槽,所述盖体输送台和盒体输送台之间设有托台,在所述托台上方设有上下活动的安装板,安装板两侧分别设有可伸缩的对齐板,盒体输送台的侧端设有定位气缸和推拉气缸,所述定位气缸的活塞杆上安装有定位块,所述推拉气缸的活塞杆上连接有吸盘,吸盘和定位块朝向盒体输送台的输出方向,在盒体输送台的上方位置还设有定位杆,盒体通过盒体输送台输送抵达定位杆位置后,使得盒体和盖体输送台输送过来的盖体对齐,在邻近定位杆位置配置有光电传感器,所述盒体输送台上设有环绕设置的皮带,所述皮带的传动有一电机控制,所述电机和光电传感器分别由一控制处理器连接。2.根据权利要求1所述的盒体加盖组装机,其特征在于:所述托台邻近盒体输送台的端部高于所述盒体输送台的端面。3.根据权利要求1所述的盒体加盖组装机,其特征在于:所述的推块安装在一滑块上,所述滑块沿以直线导轨滑动,在直线导轨的下方设置有环形的线性传动模组,所述滑块安装在所述线性传动模组上,所述线性传动模组的传动由一伺服电机带动。4.根据权利要求1或3所述的盒体加盖组装机,其特征在于:所述的推块的端部设有“v”形的限位凹槽。5.根据权利要求1所述的盒体加盖组装机,其特征在于:所述对齐板安装在一伸缩气缸的活塞杆上进行伸缩运动,伸缩气缸固定在安装板上,安装板通过竖直导杆进行上下导向,一丝杆螺纹连接穿过安装板,丝杆连接在一伺服电机的输出轴上。
技术总结
本实用新型公开了一种盒体加盖组装机,包括盖体、盒体、盒体输送台和盖体输送台,盒体输送台和盖体输送台呈“T”型布置,盖体输送台上方设有供盖体依次叠放的放料仓,放料仓的出口一侧设有推块,盖体输送台的两侧设有供盖体侧端穿过的导向槽,盖体输送台和盒体输送台之间设有托台,在托台上方设有上下活动的安装板,安装板两侧分别设有可伸缩的对齐板,盒体输送台的侧端设有定位气缸和推拉气缸,定位气缸的活塞杆上安装有定位块,推拉气缸的活塞杆上连接有吸盘,吸盘和定位块朝向盒体输送台的输出方向,在盒体输送台的上方位置还设有定位杆。从而完成盒体和盖体的自动组装,大大提高了装配的效率。配的效率。配的效率。
技术研发人员:胡立蒋 叶大希 林小光
受保护的技术使用者:温州市东弘机械科技有限公司
技术研发日:2022.06.30
技术公布日:2022/10/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1