一种生产窝卡双料带的带料模具及双料带的制作方法
本技术属于保持器加工,具体涉及一种生产窝卡双料带的带料模具及双料带。
背景技术:
1、本部分的陈述仅仅是提供了与本实用新型相关的背景技术信息,不必然构成在先技术。
2、现有的弯爪保持器分为带爪保持器,和无爪保持器,客户装配为两种保持器一同装配,现有连续模具冲压弯爪保持器,为一个模具生产一种保持器,排产麻烦,且一个模具生产一个保持器,原材料利用率低,效率慢。
技术实现思路
1、本实用新型为了解决上述问题,根据一些实施例,本实用新型采用如下技术方案:第一方面,本实用新型提供了一种生产窝卡双料带的带料模具,包括:上模板和下模板,上模板和下模板均具有双排布设的冲料孔,第一排冲料孔与第二排冲料孔交错设置;所述第一排冲料孔用于设置带爪保持器的结构,第二排冲料孔用于设置无爪保持器的结构。
2、进一步的,第二排冲料孔与第一排冲料孔呈60°交错布设。
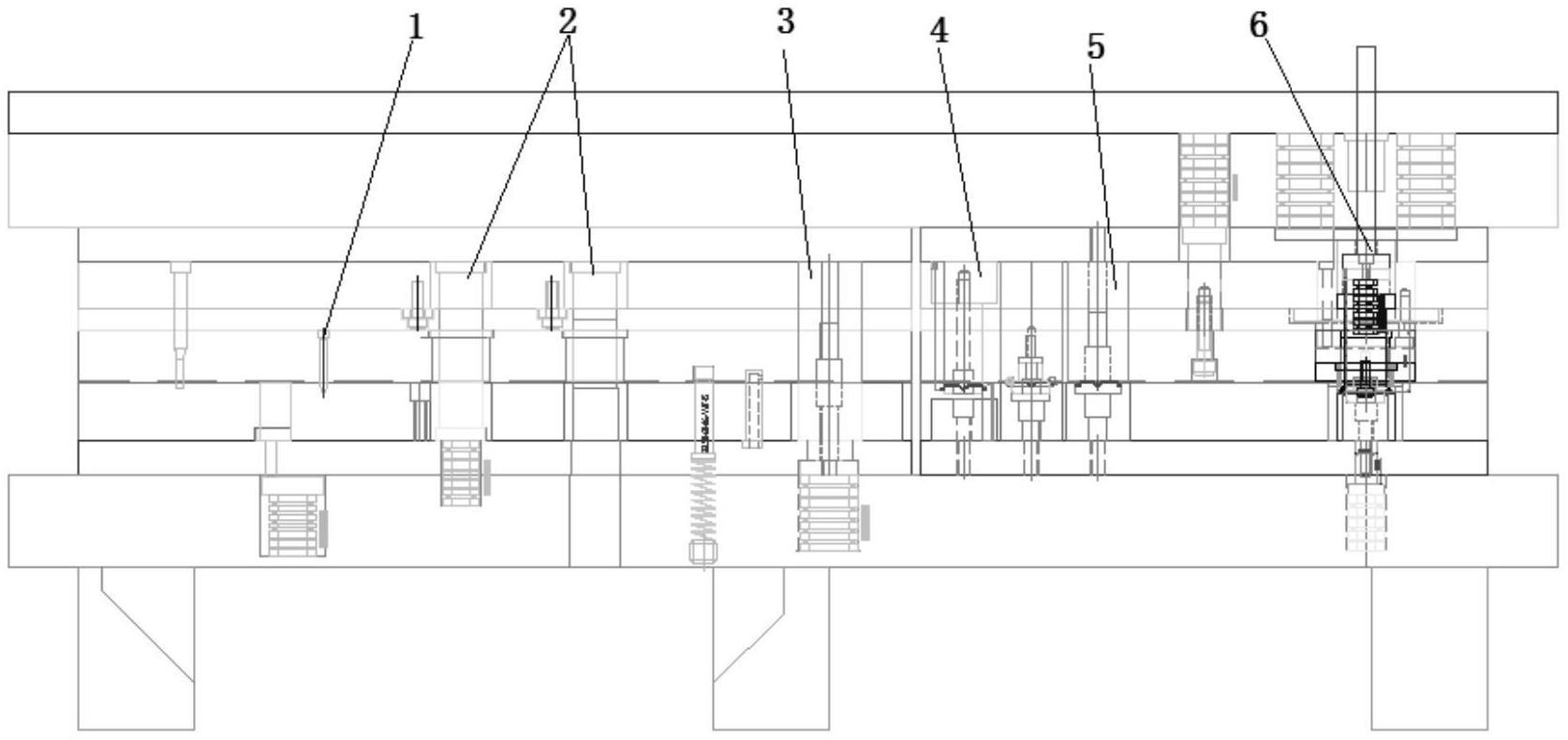
3、进一步的,所述下模板上从左至右依次布设有冲导正销孔、下料孔、半剪孔、成型孔、整型孔和弯折下料孔,所述冲导正销孔在料带两侧冲出定位孔,以方便后续工序定位;下料孔为两个相向设置的半圆环,两个半圆环中心区域具有一定间距,下料孔用于冲剪出产品外型以及内孔。所述半剪孔为两个相对设置的半圆环,两个半圆环的上端和下端具有一定间隙,方便后工序拉伸料带。
4、所述成型孔为设有塑性柱的通孔,塑性柱呈环形,环形外圈具有均布的矩形凸起。
5、所述整型孔为设有整型柱的通孔,整型柱呈柱形,其柱形外侧具有均布的滚珠,用于将产品冲成成品。
6、所述弯折下料孔为具有环形柱的通孔,环形柱的外侧面具有若干个凸起,环形柱处于通孔内的区域可调,连剪带折,复合下料,产品与料带分离,并将冲出后的产品折弯形成窝爪。
7、所述下模板上端面具有多个安装孔,上模板具有与下端面配合的安装轴,安装轴与安装孔对接装配。
8、第二方面,本是实用新型提供了一种双料带,采用如第一方面所述的生产窝卡双料带的带料模具进行制造。
9、与现有技术相比,本实用新型的有益效果为:
10、本实用新型提供了一种生产窝卡双料带的带料模具,包括:上模板和下模板,上模板和下模板均具有双排布设的冲料孔,第一排冲料孔与第二排冲料孔交错设置,第一排冲料孔用于设置带爪保持器的结构,第二排冲料孔用于设置无爪保持器的结构,采用一出二,产品布局采用60°排列,节省两边料带,相比于使用原模具节省15%材料,排产方便,一个模具生产两中保持器,可以一同装配,提供了保持器生产效率。
11、本实用新型附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
12、为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种生产窝卡双料带的带料模具,其特征在于,包括:上模板和下模板,上模板和下模板均具有双排布设的冲料孔,第一排冲料孔与第二排冲料孔交错设置;所述第一排冲料孔用于设置带爪保持器的结构,第二排冲料孔用于设置无爪保持器的结构。
2.如权利要求1所述的生产窝卡双料带的带料模具,其特征在于,第二排冲料孔与第一排冲料孔呈60°交错布设。
3.如权利要求1所述的生产窝卡双料带的带料模具,其特征在于,所述下模板上从左至右依次布设有冲导正销孔、下料孔、半剪孔、成型孔、整型孔和弯折下料孔,所述冲导正销孔在料带两侧冲出定位孔,以方便后续工序定位。
4.如权利要求3所述的生产窝卡双料带的带料模具,其特征在于,所述下料孔为两个相向设置的半圆环,两个半圆环中心区域具有一定间距,下料孔用于冲剪出产品外型以及内孔。
5.如权利要求3所述的生产窝卡双料带的带料模具,其特征在于,所述半剪孔为两个相对设置的半圆环,两个半圆环的上端和下端具有一定间隙,方便后工序拉伸料带。
6.如权利要求3所述的生产窝卡双料带的带料模具,其特征在于,所述成型孔为设有塑性柱的通孔,塑性柱呈环形,环形外圈具有均布的矩形凸起。
7.如权利要求3所述的生产窝卡双料带的带料模具,其特征在于,所述整型孔为设有整型柱的通孔,整型柱呈柱形,其柱形外侧具有均布的滚珠,用于将产品冲成成品。
8.如权利要求3所述的生产窝卡双料带的带料模具,其特征在于,所述弯折下料孔为具有环形柱的通孔,环形柱的外侧面具有若干个凸起,环形柱处于通孔内的区域可调,连剪带折,复合下料,产品与料带分离,并将冲出后的产品折弯形成窝爪。
9.如权利要求1所述的生产窝卡双料带的带料模具,其特征在于,所述下模板上端面具有多个安装孔,上模板具有与下端面配合的安装轴,安装轴与安装孔对接装配。
10.一种双料带,其特征在于,采用如权利要求1-9任一所述的生产窝卡双料带的带料模具进行制造。
技术总结
本技术提供了一种生产窝卡双料带的带料模具及双料带,包括:上模板和下模板,上模板和下模板均具有双排布设的冲料孔,第一排冲料孔与第二排冲料孔交错设置;所述第一排冲料孔用于设置带爪保持器的结构,第二排冲料孔用于设置无爪保持器的结构;采用一出二,产品布局采用60°排列,节省两边料带,相比于使用原模具节省15%材料,排产方便,一个模具生产两中保持器,可以一同装配,提供了保持器生产效率。
技术研发人员:赵培振,郑广会
受保护的技术使用者:山东意吉希精密制造有限公司
技术研发日:20220630
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!