一种刀具及包括其的加工装置和加工系统的制作方法
本技术涉及精密加工,特别是涉及一种刀具及包括其的加工装置和加工系统。
背景技术:
1、难加工的合金材料目前被逐步用在消费电子产品上,而消费电子产品中的合金材料一般都会有苛刻的加工质量要求。
2、现有技术中,经常有通过改善刀具结构设计、增加涂层到刀具以及超声波加工的方式来改善难加工合金材料的加工,但是其效果都不甚理想,和加工质量标准的要求存在较大差距。
技术实现思路
1、本实用新型的目的是提供一种具有明显改善加工质量、减少难加工合金侧铣加工产生的毛刺的刀具及包括其的加工装置和加工系统。
2、为了实现上述目的,本实用新型提供一种刀具,其包括:
3、一种刀具,其特征在于,包括:
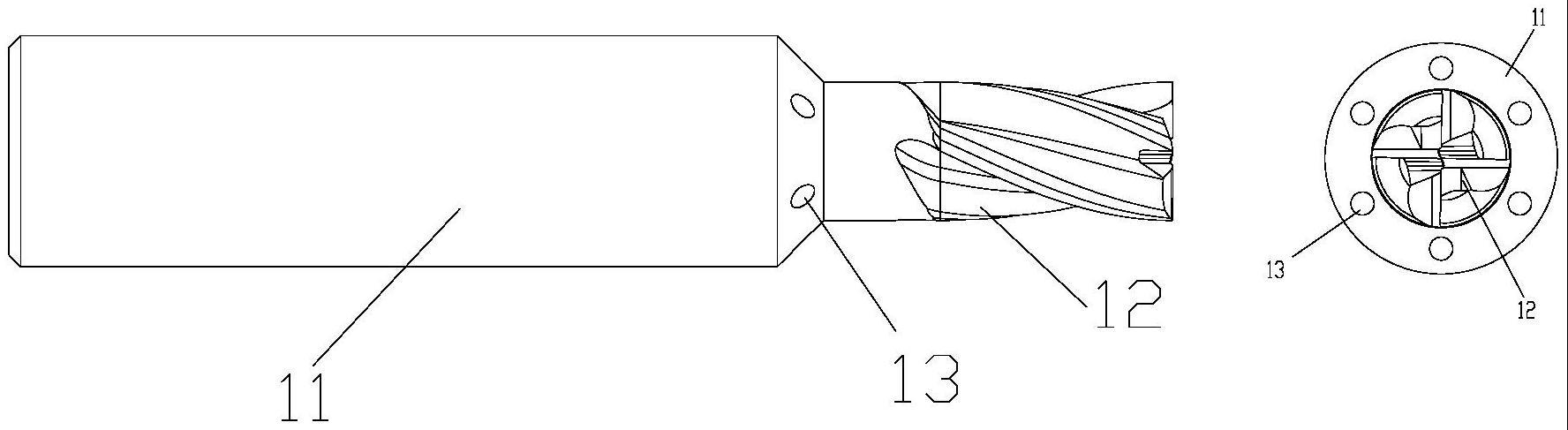
4、夹持部,所述夹持部用于被刀柄或主轴夹持,所述夹持部沿刀具的中心轴线延伸;
5、切削部,所述切削部与所述夹持部连接;
6、至少一个冷却通道,所述冷却通道设置在所述夹持部上并贯穿所述夹持部的前侧;
7、其中,所述夹持部的外径为d毫米,所述冷却通道的总横截面面积为s平方毫米,所述冷却通道数量为n个,则上述参数值满足如下函数关系:
8、
9、其中:
10、d为将n个所述冷却通道的总横截面积换算成为n个相同圆形冷却通道的总横截面积后对应的每个相同圆形横截面的直径值,其单位为毫米;
11、π为圆周率值;n为整数值且1≤n≤12;0.3≤d≤1.2;4≤d≤16;k1为修正系数值,且0.08≤k1≤5。
12、本申请的一些实施例中,所述夹持部与所述切削部同轴设置,所述冷却通道环绕所述切削部的中心轴线且位于所述切削部的外部。
13、本申请的一实施例中,所述冷却通道绕所述切削部的中心轴线均匀分布。
14、本申请的一实施例中,所述夹持部包括套筒和夹持本体,所述夹持本体套设于所述套筒上,所述冷却通道设置于所述套筒内。
15、本申请的一实施例中,所述夹持本体与所述切削部一体成型,所述夹持本体连接于所述切削部。
16、本实用新型提供一种加工装置,其包括刀柄和上述的刀具,所述刀柄具有内冷通道,所述内冷通道与所述冷却通道连通,所述刀柄用于将所述刀具间接安装在主轴上。
17、本申请的一实施例中,所述主轴具有冷却流道,所述冷却流道、所述内冷通道和所述冷却通道依次连通。
18、本申请的一实施例中,所述刀柄包括刀柄本体和无线接收线圈,所述无线接收线圈用于接收超声波电能。
19、本实用新型提供一种加工系统,其包括主轴和上述的刀具,所述主轴具有冷却流道,所述冷却流道与所述冷却通道连通,所述刀具直接安装于所述主轴。
20、本申请的一实施例中,所述冷却流道的横截面为圆形,所述圆形直径为d1毫米,且0<d1≤8。
21、本实用新型提供了一种刀具及包括其的加工装置和加工系统,与现有技术相比,其有益效果在于:
22、满足下述函数关系:的具有冷却通道的刀具在进行微量润滑方式加工时会取得优良的冷却润滑效果,进一步的,经实际试验测试,在加工难加工合金材料时,取得了优良的加工效果,侧铣加工产生的毛刺大大减少,毛刺宽度值也比在非微量润滑加工(例如冷却液直接喷淋加工、刀具冷却通道通冷却液加工)条件下大大减小,在加工长度为600m和1100m时,毛刺宽度仅为0.05mm左右。而非微量润滑加工条件下,在600m和1100m时,毛刺宽度为0.256mm和0.875mm。其中,所述夹持部的外径为d毫米,所述冷却通道的总横截面面积为s平方毫米,所述冷却通道数量为n个,d为将n个所述冷却通道的总横截面积换算成为n个相同圆形冷却通道的总横截面积后对应的每个相同圆形横截面的直径值,其单位为毫米;π为圆周率值;n为整数值且1≤n≤12;0.3≤d≤1.2;4≤d≤16;k1为修正系数值,且0.08≤k1≤5。
技术特征:
1.一种刀具,其特征在于,包括:
2.根据权利要求1所述的刀具,其特征在于:所述夹持部与所述切削部同轴设置,所述冷却通道环绕所述切削部的中心轴线且位于所述切削部的外部。
3.根据权利要求1所述的刀具,其特征在于:所述冷却通道绕所述切削部的中心轴线均匀分布。
4.根据权利要求1所述的刀具,其特征在于:所述夹持部包括套筒和夹持本体,所述夹持本体套设于所述套筒内,所述冷却通道设置于所述套筒上。
5.根据权利要求4所述的刀具,其特征在于:所述夹持本体与所述切削部一体成型,所述夹持本体连接于所述切削部。
6.一种加工装置,其包括刀柄和权利要求1-5任一项所述的刀具,其特征在于:所述刀柄具有内冷通道,所述内冷通道与所述冷却通道连通,所述刀柄用于将所述刀具间接安装在主轴上。
7.根据权利要求6所述的加工装置,其特征在于:所述主轴具有冷却流道,所述冷却流道、所述内冷通道和所述冷却通道依次连通。
8.根据权利要求6所述的加工装置,其特征在于:所述刀柄包括刀柄本体和无线接收线圈,所述无线接收线圈用于接收超声波电能。
9.一种加工系统,其包括主轴和权利要求1-5任一项所述的刀具,其特征在于,所述主轴具有冷却流道,所述冷却流道与所述冷却通道连通,所述刀具直接安装于所述主轴。
10.根据权利要求9所述的加工系统,其特征在于,所述冷却流道的横截面为圆形,所述圆形直径为d1毫米,且0<d1≤8。
技术总结
本技术公开了一种刀具及包括其的加工装置和加工系统,其包括夹持部、切削部以及冷却通道,切削部与夹持部连接且同轴设置。夹持部用于被刀柄或主轴夹持,夹持部沿刀具的中心轴线延伸。冷却通道至少为1个,冷却通道设置在夹持部上并贯穿夹持部的前侧,且冷却通道的中心轴线位于切削部外,所述刀具的结构参数在满足一定函数关系的情况下配合微量润滑加工方式进行难加工合金材料的侧铣加工时,表现出优异的性能,加工面毛刺大大改善。
技术研发人员:颜炳姜,李伟秋,王建文,王勇,袁尧辉
受保护的技术使用者:科益展智能装备有限公司
技术研发日:20220704
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!