一种大波形簧手工起波工装的制作方法
:本技术涉及弹簧制造领域,特别是涉及大波形簧手工起波工装。
背景技术
0、
背景技术:
1、在波形弹簧进行制作中,一般是使用卷簧机通过边卷制边起波操作进行制作,实现波形弹簧的一次成型,但是对一些直径较大的大波形簧来说,现有的卷簧机因尺寸限制,只能对弹簧进行卷制,而不能进行起波操作,这就造成了大波形簧无法生产的情况,因此需要一种对卷制完成的大波形簧半成品进行起波操作的设备。
技术实现思路
0、
技术实现要素:
1、本实用新型所要解决的技术问题是:卷簧机对卷制完成的大波形簧半成品进行起波操作,造成大波形簧无法生产的问题。
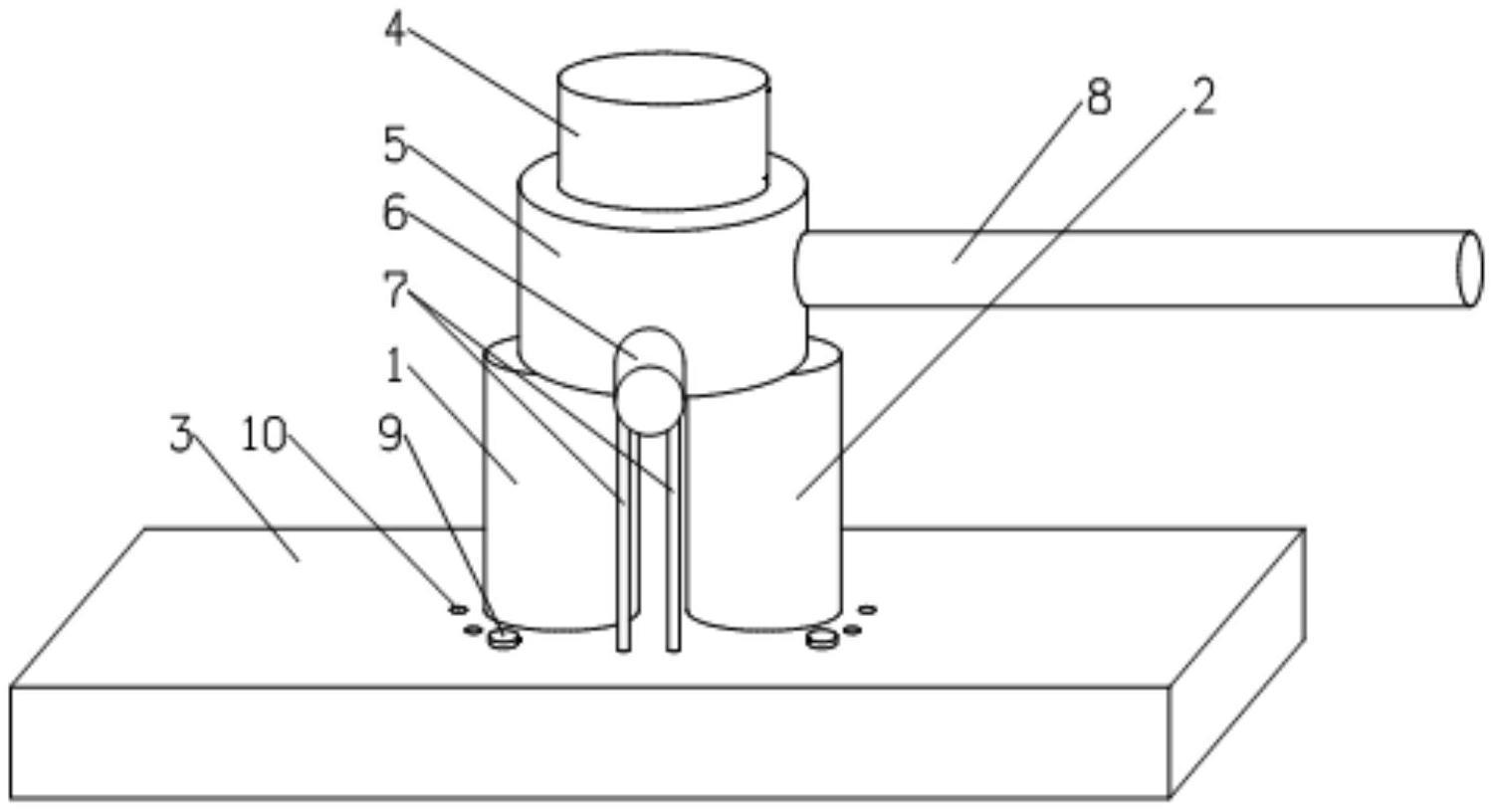
2、为解决上述技术问题,本实用新型提供的一种技术方案是:一种大波形簧手工起波工装,包括底板、限位柱、转筒和档杆,其特征是:所述限位装置包括第一限位柱和第二限位柱,第一限位柱和第二限位柱呈竖直状态设置在所述底板上,且第一限位柱和第二限位柱之间具有第一间隙,所述第一限位柱和第二限位柱上设置有对所述第一间隙顶部进行阻挡的转轴,所述转轴的轴线与第一限位柱和第二限位柱的中线重合,所述转筒转动套装在所述转轴上,所述转筒与水平状态的连接杆一端连接,连接杆的另一端设置有呈竖直状态的档杆,两个所述档杆设置在所述连接杆的两侧形成第二间隙,所述第一限位柱和第二限位柱外侧的所述底板上设置有对转轴的转动进行限位的限位标识。
3、进一步的,限位标识为刻度线,刻度线为执照两个,且沿所述档杆绕转轴旋转的轨迹设置在所述底板上。
4、进一步的,所述限位标识为限位块,限位块可拆卸设置在所述底板上的限位孔上,所述限位块的高度大于档杆底部与底板之间的距离。
5、进一步的,所述限位孔为至少两个,且沿所述档杆绕转轴旋转的轨迹设置在所述底板上。
6、进一步的,所述转筒上设置有手柄。
7、本实用新型的有益效果为:
8、档杆通过转筒在转轴上旋转,实现第二间隙绕第一间隙进行转动,实现对贯穿第一间隙和第二间隙的弹簧进行起波操作,并在限位标识的作用下,对档杆的旋转位置进行限位,从而确定起波的弧度,操作方便快捷,使用简单。
9、为了让本实用新型的上述和其他目的、特征和优点更能明显易懂,下文特举较佳实施例,并配合所附图示,做详细说明如下。
技术特征:
1.一种大波形簧手工起波工装,包括底板、限位柱、转筒和档杆,其特征是:所述限位柱包括第一限位柱和第二限位柱,第一限位柱和第二限位柱呈竖直状态设置在所述底板上,且第一限位柱和第二限位柱之间具有第一间隙,所述第一限位柱和第二限位柱上设置有对所述第一间隙顶部进行阻挡的转轴,所述转轴的轴线与第一限位柱和第二限位柱的中线重合,所述转筒转动套装在所述转轴上,所述转筒与水平状态的连接杆一端连接,连接杆的另一端设置有呈竖直状态的档杆,两个所述档杆设置在所述连接杆的两侧形成第二间隙,所述第一限位柱和第二限位柱外侧的所述底板上设置有对转轴的转动进行限位的限位标识。
2.根据权利要求1所述的一种大波形簧手工起波工装,其特征是:限位标识为刻度线,刻度线为执照两个,且沿所述档杆绕转轴旋转的轨迹设置在所述底板上。
3.根据权利要求1所述的一种大波形簧手工起波工装,其特征是:所述限位标识为限位块,限位块可拆卸设置在所述底板上的限位孔上,所述限位块的高度大于档杆底部与底板之间的距离。
4.根据权利要求3所述的一种大波形簧手工起波工装,其特征是:所述限位孔为至少两个,且沿所述档杆绕转轴旋转的轨迹设置在所述底板上。
5.根据权利要求1-4任一项所述的一种大波形簧手工起波工装,其特征是:所述转筒上设置有手柄。
技术总结
本技术公开了一种大波形簧手工起波工装,包括底板、转筒、档杆、第一限位柱和第二限位柱,竖直设置在底板上的第一限位柱和第二限位柱之间具有第一间隙,第一限位柱和第二限位柱上设置有对第一间隙顶部进行阻挡的转轴,转筒套装在转轴上,转筒与连接杆一端连接,连接杆的另一端设置有两个档杆,两个档杆之间形成第二间隙,第一限位柱和第二限位柱外侧的底板上设置有对转轴的转动进行限位的限位标识;本技术档杆通过转筒在转轴上旋转,实现第二间隙绕第一间隙进行转动,实现对贯穿第一间隙和第二间隙的弹簧进行起波操作,并在限位标识的作用下,对档杆的旋转位置进行限位,从而确定起波的弧度,操作方便快捷,使用简单。
技术研发人员:张幸福,孙金鑫,元宇祥,都建民,刘江辉,胡宝莲
受保护的技术使用者:新乡辉簧弹簧有限公司
技术研发日:20220708
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!