一种铝模板成型打孔装置的制作方法
1.本实用新型涉及铝模板生产领域,尤其涉及一种铝模板成型打孔装置。
背景技术:
2.铝模板是常见的一种建筑材料,铝合金模板以铝合金型材为主要材料,经过机械加工和焊接等工艺制成的适用于混凝土工程的模板,并按照50mm模数设计由面板、肋、主体型材、平面模板、转角模板、早拆装置组合而成。铝合金模板设计和施工应用是混凝土工程模板技术上的革新,也是装配式混凝土技术的推动,更是建造技术工业化的体现。而在生产铝模板时会对其进行打孔,而目前的打孔过程中,由于电转转孔的过程,孔的四周会产生形变,当孔打成之后,四周会产生凸起的尖刺;而价格低廉的铝模板就会就此出厂,而价格稍高的则会另外进行打磨一下,这样的过程也是极其的繁琐。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,适应现实需要,提供一种铝模板成型打孔装置,包括铝模板供料槽1、打孔电钻2、打磨电机3以及铝模板钻孔槽4;所述铝模板钻孔槽4与铝模板5的宽度相同,所述铝模板钻孔槽4中间上方两侧分别设置有打孔电钻以及打磨电机,所述打孔电钻和打磨电机均通过其相向外侧的第一推动气缸6带动向中间进行打孔和磨掉凸刺,所述铝模板钻孔槽一端的铝模板进入端外侧设置有铝模板供料槽1,所述铝模板供料槽内的铝模板通过第二气缸7推动到与铝模板钻孔槽对应的位置,通过远离铝模板钻孔槽一侧的第三气缸8将其推入。
4.所述铝模板钻孔槽远离供料槽一侧设置有定位块9,所述定位块下方设置有铝模板顶出板10,所述铝模板顶出板通过第四气压缸11带动。
5.所述模板顶出板靠近第四气压缸一侧设置有宽度大于铝模板钻孔槽宽度的定位板12。
6.所述铝模板钻孔槽的铝模板进入端侧设置有转运槽13,所述转运槽与铝模板进入端对应的两侧贯穿,所述转运槽通过第二气缸7带动转运,所述转运槽水平运动方向一侧设置有铝模板供料槽,所述铝模板供料槽与转运槽惯穿对应的位置设置有出料口,所述出料口一侧设置有第五气压缸14,通过第五气压缸将铝模板推入到转运槽内。
7.所述打孔电钻、打磨电机下方的铝模板钻孔槽两侧设置有废料引导斜面15。
8.本实用新型的有益效果在于:
9.本装置能够在铝模板打孔之后对其进行磨平去尖刺,打磨的碎屑会沿着废料引导斜面送至两侧而不会陷入到铝模板钻孔槽内。
附图说明
10.下面结合附图和实施案例对本实用新型做进一步的说明。
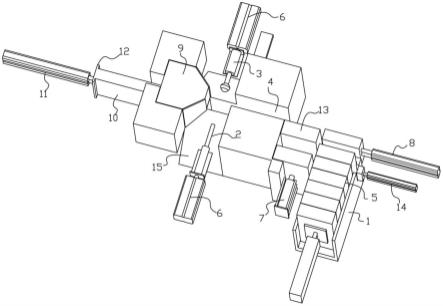
11.图1为本实用新型的结构示意图;
12.图2为本实用新型背面示意图。
具体实施方式
13.下面结合附图和实施例对本实用新型进一步说明:
14.参见图1-2。
15.本实用新型公开了一种铝模板成型打孔装置,包括铝模板供料槽1、打孔电钻2、打磨电机3以及铝模板钻孔槽4;所述铝模板钻孔槽4与铝模板5的宽度相同,所述铝模板钻孔槽4中间上方两侧分别设置有打孔电钻以及打磨电机,所述打孔电钻和打磨电机均通过其相向外侧的第一推动气缸6带动向中间进行打孔和磨掉凸刺,所述铝模板钻孔槽一端的铝模板进入端外侧设置有铝模板供料槽1,所述铝模板供料槽内的铝模板通过第二气缸7推动到与铝模板钻孔槽对应的位置,通过远离铝模板钻孔槽一侧的第三气缸8将其推入。
16.所述铝模板钻孔槽远离供料槽一侧设置有定位块9,所述定位块下方设置有铝模板顶出板10,所述铝模板顶出板通过第四气压缸11带动。
17.所述模板顶出板靠近第四气压缸一侧设置有宽度大于铝模板钻孔槽宽度的定位板12。
18.所述铝模板钻孔槽的铝模板进入端侧设置有转运槽13,所述转运槽与铝模板进入端对应的两侧贯穿,所述转运槽通过第二气缸7带动转运,所述转运槽水平运动方向一侧设置有铝模板供料槽,所述铝模板供料槽与转运槽惯穿对应的位置设置有出料口,所述出料口一侧设置有第五气压缸14,通过第五气压缸将铝模板推入到转运槽内;所述铝模板供料槽1内的铝模板在第六气压缸的作用下抵住出料口侧。
19.所述打孔电钻、打磨电机下方的铝模板钻孔槽两侧设置有废料引导斜面15。
20.具体运行
21.首先将需要打孔的铝模板放入到铝模板供料槽1,铝模板供料槽1内的铝模板在第六气压缸的作用下抵住出料口侧,通过第五气压缸14将铝模板推入到转运槽13内,转运槽13在第二气缸7的作用下推动到对齐铝模板钻孔槽的进口端,通过第三气缸8的作用下推入,抵住定位块9,然后进行打孔;打孔结束之后,在有铝模板顶出板10的作用下顶出,循环改道工序即可快速完成打孔打磨。
22.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种铝模板成型打孔装置,其特征在于:包括铝模板供料槽(1)、打孔电钻(2)、打磨电机(3)以及铝模板钻孔槽(4);所述铝模板钻孔槽(4)与铝模板(5)的宽度相同,所述铝模板钻孔槽(4)中间上方两侧分别设置有打孔电钻以及打磨电机,所述打孔电钻和打磨电机均通过其相向外侧的第一推动气缸(6)带动向中间进行打孔和磨掉凸刺,所述铝模板钻孔槽一端的铝模板进入端外侧设置有铝模板供料槽(1),所述铝模板供料槽内的铝模板通过第二气缸(7)推动到与铝模板钻孔槽对应的位置,通过远离铝模板钻孔槽一侧的第三气缸(8)将其推入。2.根据权利要求1所述的一种铝模板成型打孔装置,其特征在于:所述铝模板钻孔槽远离供料槽一侧设置有定位块(9),所述定位块下方设置有铝模板顶出板(10),所述铝模板顶出板通过第四气压缸(11)带动。3.根据权利要求2所述的一种铝模板成型打孔装置,其特征在于:所述模板顶出板靠近第四气压缸一侧设置有宽度大于铝模板钻孔槽宽度的定位板(12)。4.根据权利要求1所述的一种铝模板成型打孔装置,其特征在于:所述铝模板钻孔槽的铝模板进入端侧设置有转运槽(13),所述转运槽与铝模板进入端对应的两侧贯穿,所述转运槽通过第二气缸(7)带动转运,所述转运槽水平运动方向一侧设置有铝模板供料槽,所述铝模板供料槽与转运槽惯穿对应的位置设置有出料口,所述出料口一侧设置有第五气压缸(14),通过第五气压缸将铝模板推入到转运槽内。5.根据权利要求1所述的一种铝模板成型打孔装置,其特征在于:所述打孔电钻、打磨电机下方的铝模板钻孔槽两侧设置有废料引导斜面(15)。
技术总结
本实用新型涉及铝模板生产领域,尤其涉及一种铝模板成型打孔装置。包括铝模板供料槽、打孔电钻、打磨电机以及铝模板钻孔槽;所述铝模板钻孔槽与铝模板的宽度相同,所述铝模板钻孔槽中间上方两侧分别设置有打孔电钻以及打磨电机,所述打孔电钻和打磨电机均通过其相向外侧的第一推动气缸带动向中间进行打孔和磨掉凸刺,所述铝模板钻孔槽一端的铝模板进入端外侧设置有铝模板供料槽,所述铝模板供料槽内的铝模板通过第二气缸推动到与铝模板钻孔槽对应的位置,通过远离铝模板钻孔槽一侧的第三气缸将其推入。本装置能够在铝模板打孔之后对其进行磨平去尖刺,打磨的碎屑会沿着废料引导斜面送至两侧而不会陷入到铝模板钻孔槽内。斜面送至两侧而不会陷入到铝模板钻孔槽内。斜面送至两侧而不会陷入到铝模板钻孔槽内。
技术研发人员:陈雪波 聂家兵
受保护的技术使用者:江西博澳铝模科技有限公司
技术研发日:2022.07.14
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1