一种紫铜管件的一次成型刀具的制作方法
1.本实用新型涉及紫铜管件加工的技术领域,尤其涉及一种紫铜管件的一次成型刀具。
背景技术:
2.紫铜管件包括三通管件、90
°
弯管、大小头等形式,是用于连接管路的铜连接件,按功能分制冷用管组件和水暖用管组件等。其中三通管件是最重要的连接管件,其加工工序包括:下料—成形(液压胀形)—割口—整形—(抛光、清洗、烘干)—检验包装。
3.现有三通管件存在的问题:管件承口端堆积过厚,浪费原材料以及加工工序多,流程长,加工成本高。
技术实现要素:
4.针对现有的三通管件加工存在的上述问题,现旨在提供一种加工效率高、加工成本低以及管件壁厚薄的紫铜管件的镗孔、平口倒角一次成型刀具。
5.具体技术方案如下:
6.一种紫铜管件的一次成型刀具,包括:刀体和刀头,所述刀头一端连接于所述刀体的一端,所述刀体的周侧设有镗孔沟槽和排屑槽,且所述镗孔沟槽与所述排屑槽均延伸至所述刀头上,所述刀体与所述刀头的连接处设有平口齿台,用于对紫铜管件进行平口倒角。
7.作为本方案的进一步改进以及优化,所述刀体的另一端设有刀柄,用于与机床装夹。
8.作为本方案的进一步改进以及优化,所述刀柄与所述刀体内设有喷淋孔,所述喷淋孔贯穿所述刀柄和所述刀体延伸至刀头内,且所述喷淋孔的出液口与所述镗孔沟槽、所述排屑槽连通。
9.作为本方案的进一步改进以及优化,所述平口齿台向外侧倾斜向上设置。
10.作为本方案的进一步改进以及优化,所述排屑槽倾斜设置。
11.作为本方案的进一步改进以及优化,所述刀头的另一端设为锥角结构。
12.作为本方案的进一步改进以及优化,所述刀头的另一端包括金刚石部和钨钢部,并沿所述刀头的周向设置。
13.作为本方案的进一步改进以及优化,所述刀体与所述刀头的连接处还设有平口台阶。
14.作为本方案的进一步改进以及优化,所述钨钢部水平横向的宽度不小于所述紫铜管件壁厚的两倍。
15.作为本方案的进一步改进以及优化,所述平口齿台水平横向宽度不小于所述紫铜管件壁厚的两倍。
16.上述技术方案与现有技术相比具有的积极效果是:
17.(1)本实用新型中刀体上设有镗孔沟槽,刀头以及平口齿台,能实现紫铜管件镗
孔、平口倒角一体化,减小管件壁厚,减少原材料,并缩短加工流程。
18.(2)本实用新型中刀头中设有金刚石部,保证加工效率和产品质量。
19.(3)本实用新型中刀头上设有喷淋孔,喷淋孔内部通冷却液,能实现加工时冷却和排屑,保证产品质量。
附图说明
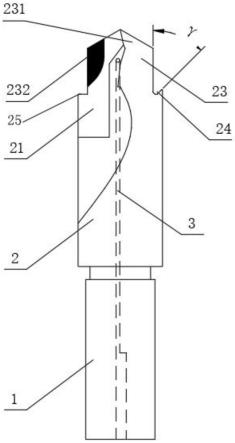
20.图1为本实用新型一种紫铜管件的一次成型刀具的正视图;
21.图2为本实用新型一种紫铜管件的一次成型刀具的侧视图;
22.附图中:1、刀柄;2、刀体;3、喷淋孔;21、镗孔沟槽;22、排屑槽;23、刀头;24、平口齿台;231、钨钢部;232、金刚石部。
具体实施方式
23.下面结合附图和具体实施例对本实用新型作进一步说明,但不作为本实用新型的限定。
24.图1为本实用新型一种紫铜管件的一次成型刀具的正视图,图2为本实用新型一种紫铜管件的一次成型刀具的侧视图,如图1-2所示,示出了一种较佳实施例的一种紫铜管件的一次成型刀具,包括:刀体2和刀头23,刀头23一端连接于刀体2的一端,刀体2的周侧设有镗孔沟槽21和排屑槽22,且镗孔沟槽21与排屑槽22均延伸至刀头23上,刀体2与刀头23的连接处设有平口齿台24,用于对紫铜管件进行平口倒角。
25.进一步的,作为一种较佳的实施例,刀体2的另一端设有刀柄1,用于与机床装夹。
26.进一步的,作为一种较佳的实施例,刀柄1与刀体2内设有喷淋孔3,喷淋孔3贯穿刀柄1和刀体2延伸至刀头23内,且喷淋孔3的出液口与镗孔沟槽21、排屑槽22连通。
27.具体的,喷淋孔3内通有冷却液,用于加工时对刀具的冷却和排屑,提高管件加工质量。
28.进一步的,作为一种较佳的实施例,平口齿台24向外侧倾斜向上设置。
29.优选的,所述平口齿台24与刀头23的夹角为γ,γ可以为30
°
~60
°
。
30.进一步的,作为一种较佳的实施例,排屑槽22倾斜设置。
31.优选的,排屑槽22与刀体2中心线夹角设为5
°
~15
°
。
32.进一步的,作为一种较佳的实施例,刀头23的另一端设为锥角结构。
33.优选的,刀头23的另一端横截面夹角设为110
°
~150
°
。
34.进一步的,作为一种较佳的实施例,刀头23的另一端包括金刚石部232和钨钢部231,并沿刀头23的周向设置。
35.进一步的,作为一种较佳的实施例,刀体2与刀头23的连接处还设有平口台阶25。
36.进一步的,作为一种较佳的实施例,钨钢部231水平横向的宽度不小于紫铜管件壁厚的两倍。
37.进一步的,作为一种较佳的实施例,平口齿台24水平横向宽度不小于紫铜管件壁厚的两倍。
38.本实施例中刀体2上设有镗孔沟槽21,刀头23以及平口齿台24,能实现紫铜管件镗孔、平口倒角一体化,减小管件壁厚,减少原材料,并缩短加工流程;
39.本实施例中刀头23中设有金刚石部232能保证加工效率和产品质量。
40.本实施例中刀头23上设有喷淋孔3,喷淋孔3内部通冷却液,能实现加工时冷却和排屑,保证产品质量。
41.以上所述仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
技术特征:
1.一种紫铜管件的一次成型刀具,其特征在于,包括:刀体和刀头,所述刀头一端连接于所述刀体的一端,所述刀体的周侧设有镗孔沟槽和排屑槽,且所述镗孔沟槽与所述排屑槽均延伸至所述刀头上,所述刀体与所述刀头的连接处设有平口齿台,用于对紫铜管件进行平口倒角。2.根据权利要求1所述紫铜管件的一次成型刀具,其特征在于,所述刀体的另一端设有刀柄,用于与机床装夹。3.根据权利要求2所述紫铜管件的一次成型刀具,其特征在于,所述刀柄与所述刀体内设有喷淋孔,所述喷淋孔贯穿所述刀柄和所述刀体延伸至刀头内,且所述喷淋孔的出液口与所述镗孔沟槽、所述排屑槽连通。4.根据权利要求1所述紫铜管件的一次成型刀具,其特征在于,所述平口齿台向外侧倾斜向上设置。5.根据权利要求1所述紫铜管件的一次成型刀具,其特征在于,所述排屑槽倾斜设置。6.根据权利要求1所述紫铜管件的一次成型刀具,其特征在于,所述刀头的另一端设为锥角结构。7.根据权利要求6所述紫铜管件的一次成型刀具,其特征在于,所述刀头的另一端包括金刚石部和钨钢部,并沿所述刀头的周向设置。8.根据权利要求1所述紫铜管件的一次成型刀具,其特征在于,所述刀体与所述刀头的连接处还设有平口台阶。9.根据权利要求7所述紫铜管件的一次成型刀具,其特征在于,所述钨钢部水平横向的宽度不小于所述紫铜管件壁厚的两倍。10.根据权利要求4所述紫铜管件的一次成型刀具,其特征在于,所述平口齿台水平横向宽度不小于所述紫铜管件壁厚的两倍。
技术总结
本实用新型公开一种紫铜管件的一次成型刀具,包括:刀体和刀头,所述刀头一端连接于所述刀体的一端,所述刀体的周侧设有镗孔沟槽和排屑槽,且所述镗孔沟槽与所述排屑槽均延伸至所述刀头上,所述刀体与所述刀头的连接处设有平口齿台,用于对紫铜管件进行平口倒角。本实用新型刀体上设有镗孔沟槽,刀头以及平口齿台,能实现紫铜管件镗孔、平口倒角一体化,减小管件壁厚,减少原材料,并缩短加工流程。并缩短加工流程。并缩短加工流程。
技术研发人员:孔令洋 李晨 叶小敏
受保护的技术使用者:宁波金田铜管有限公司
技术研发日:2022.07.18
技术公布日:2022/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1