一种铣切蜂窝材料的工具的制作方法
1.本实用新型涉及一种铣切工具,尤其涉及一种铣切蜂窝材料的工具。
背景技术:
2.蜂窝材料已广泛应用于航空、航天、高铁等领域,蜂窝材料需被加工成规定尺寸及形状。目前主要使用常规的蜂窝打碎体铣刀,通过高转速打碎蜂窝的方式来铣出型面,但蜂窝打碎体铣刀不能用于蜂窝材料侧边的加工,目前铣切蜂窝材料侧边都是用传统铣刀进行铣切蜂窝,铣切后的蜂窝材料具有较多毛刺,且易发生蜂窝芯被拉扯掉的现象,引发产品质量问题,增加成本。
技术实现要素:
3.实用新型目的:针对上述问题,本实用新型提供一种铣切蜂窝材料的工具能精准铣切蜂窝材料侧边,且在铣切时减少毛刺和蜂窝芯被拉扯掉的现象,提高产品质量。
4.技术方案:一种铣切蜂窝材料的工具,包括角度头和圆盘刀具,所述角度头包括连接机构和动力机构,所述连接机构和所述动力机构垂直设置,所述动力机构的动力输出端上设有所述圆盘刀具,所述圆盘刀具周向外端上设有过渡刀刃,所述过渡刀刃的刃口位于所述圆盘刀具安装后的外侧,所述过渡刀刃的刃口周向外端上设有锯齿。
5.进一步的,为了使圆盘刀片具有较好的铣切能力并兼顾圆盘刀具的使用寿命,所述过渡刀刃的刃角
ɑ
为10
°
~30
°
。
6.进一步的,为了提高圆盘刀片的铣切能力并兼顾圆盘刀具的使用寿命,所述过渡刀刃的刃角
ɑ
为20
°
7.进一步的,所述锯齿尖端处的锯口切线与所述锯齿尖端和所述圆盘刀具中心连线夹角β为15
°
,所述锯齿尖端处的锯背切线与所述锯齿尖端处的所述圆盘刀具切线夹角γ为30
°
,此结构的锯齿能较为容易的切开蜂窝材料侧边,避免蜂窝材料损伤。
8.进一步的,为了提升锯齿的锯口切屑力并在切削蜂窝材料后使蜂窝材料不粘刀,所述锯齿锯口上设有锯口刃。
9.进一步的,为了减轻圆盘刀具的重量使其在高转速时能保持动平衡,所述圆盘刀具上设有多个减重槽,所述减重槽绕圆盘刀具中心均匀分布。
10.进一步的,所述减重槽设有4个,此时能在减轻重量的情况下保证圆盘刀具的韧性。
11.进一步的,所述圆盘刀具两侧分别设有第一圆环槽、第二圆环槽,所述第一圆环槽设于圆盘刀具安装后的外侧,第一圆环槽的设置是为了在蜂窝材料被铣切后和圆盘刀具之间存在一定缝隙,防止圆盘刀具与铣切完成后的蜂窝面接触产生摩擦,破坏蜂窝材料表面的光滑度,所述第二圆环槽位于圆盘刀具安装后的内侧,第二圆环槽的设置是为了圆盘刀具转动工作时和角度头之间存在一定的缝隙,防止圆盘刀具和角度头碰撞后损坏。
12.进一步的,所述圆盘刀具和所述动力机构的动力输出端通过法兰连接,法兰连接
使圆盘刀具安装和拆卸更加方便。
13.有益效果:本实用新型的优点是:该铣切刀具在加工蜂窝材料侧边时,精准控制切割尺寸,提高成品的精度且铣切后的蜂窝侧边光滑减少加工步骤,提升铣切效率;圆盘刀具的锯齿上的锯口刃能提升锯齿的切削能力,并且在使得切削后蜂窝材料和锯齿分离;圆盘刀具两侧设有凹槽,避免圆盘刀具中间部分和蜂窝材料直接接触,提升产品质量。
附图说明
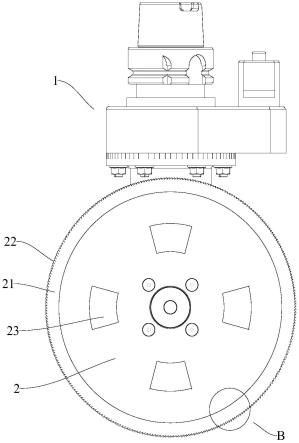
14.图1为铣切工具的正视示意图;
15.图2为铣切工具的左视示意图;
16.图3为圆盘刀具的正视示意图;
17.图4是图3中圆盘刀具的a-a剖视图;
18.图5是图2的局部放大示意图b;
19.图6为铣切工具的铣切示意图。
具体实施方式
20.下面结合附图和具体实施例,进一步阐明本实用新型。
21.一种铣切蜂窝材料的工具,如图1-2所示,包括角度头1和圆盘刀具2,角度头1包括连接机构11和动力机构12,连接机构11和动力机构12垂直设置,圆盘刀具2设于动力机构12的动力输出端上,角度头1改变圆盘刀具2的工作方向,使圆盘刀具2能铣切蜂窝材料的侧面,优选的,圆盘刀具2中心处设有法兰盘,圆盘刀具2通过法兰连接于动力机构12的动力输出端上,法兰连接使圆盘刀具2安装和拆卸更加方便,连接机构11和铣床连接。
22.如图3-5所示,圆盘刀具2周向外端上设有过渡刀刃21,过渡刀刃21的刃口位于圆盘刀具2安装后的外侧,过渡刀刃21周向外端上设有锯齿22,此结构的圆盘刀具2铣切蜂窝材料时能精准控制切割尺寸,提高成品的精度。优选的,为了提高圆盘刀具2的切削能力并兼顾圆盘刀具2的使用寿命,过渡刀刃21的刃角
ɑ
为10
°
~30
°
,优选的,过渡刀刃21的刃角
ɑ
为20
°
。锯齿22尖端处的锯口切线与锯齿22尖端和圆盘刀具2中心连线夹角β为15
°
,锯齿22尖端处的锯背切线与锯齿22尖端处的所述圆盘刀具2切线夹角γ为30
°
,此结构的锯齿22能轻易切开蜂窝材料侧边,避免蜂窝材料损伤。
23.优选的,锯齿22锯口上设有锯口刃,锯口刃提升锯齿22的锯口切屑力并在切削蜂窝材料后使蜂窝材料不粘锯齿22。
24.圆盘刀具2上设有多个减重槽23,减重槽23绕圆盘刀具2中心均匀的分布,优选的,减重槽23的数量为4个,设置4个减重槽23不影响圆盘刀具2的韧性。
25.圆盘刀具2两侧分别设有内陷的第一圆环槽24、第二圆环槽25,第一圆环槽24位于圆盘刀具2安装后的外侧,第一圆环槽24的设置是为了在蜂窝材料被铣切后和圆盘刀具2之间存在一定缝隙,防止圆盘刀具2与铣切完成后的蜂窝面接触产生摩擦,破坏蜂窝材料表面的光滑度,第二圆环槽25位于圆盘刀具2安装后的内侧,第二圆环槽25的设置是为了圆盘刀具2转动工作时和角度头1之间存在一定的缝隙,防止圆盘刀具2和角度头1碰撞后损坏。优选的,第一圆环槽24的直径等于第二圆环槽25的直径。
26.使用时,将角度头1安装在铣床上,然后将圆盘刀具2通过法兰连接将其安装在动
力机构12的动力输出端上完成装配后,如图6所示为铣切示意图,装配后的铣切工具对蜂窝材料的侧边进行加工,此工具在铣切蜂窝材料侧边时能减少毛刺和断层的现象。
技术特征:
1.一种铣切蜂窝材料的工具,包括角度头(1)和圆盘刀具(2),所述角度头(1)包括连接机构(11)和动力机构(12),所述连接机构(11)和所述动力机构(12)垂直设置,所述动力机构(12)的动力输出端上设有所述圆盘刀具(2),其特征在于,所述圆盘刀具(2)周向外端上设有过渡刀刃(21),所述过渡刀刃(21)的刃口位于所述圆盘刀具(2)安装后的外侧,所述过渡刀刃(21)的刃口周向外端上设有锯齿(22)。2.根据权利要求1所述的一种铣切蜂窝材料的工具,其特征在于,所述过渡刀刃(21)的刃角
ɑ
为10
°
~30
°
。3.根据权利要求2所述的一种铣切蜂窝材料的工具,其特征在于,所述过渡刀刃(21)的刃角
ɑ
为20
°
。4.根据权利要求1所述的一种铣切蜂窝材料的工具,其特征在于,所述锯齿(22)尖端处的锯口切线与所述锯齿(22)尖端和所述圆盘刀具(2)中心连线夹角β为15
°
,所述锯齿(22)尖端处的锯背切线与所述锯齿(22)尖端处的所述圆盘刀具(2)切线夹角γ为30
°
。5.根据权利要求1所述的一种铣切蜂窝材料的工具,其特征在于,所述锯齿(22)锯口上设有锯口刃(221)。6.根据权利要求1所述的一种铣切蜂窝材料的工具,其特征在于,所述圆盘刀具(2)上设有多个减重槽(23),所述减重槽(23)绕圆盘刀具(2)中心均匀分布。7.根据权利要求6所述的一种铣切蜂窝材料的工具,其特征在于,所述减重槽(23)设有4个。8.根据权利要求1所述的一种铣切蜂窝材料的工具,其特征在于,所述圆盘刀具(2)两侧分别设有第一圆环槽(24)、第二圆环槽(25),所述第一圆环槽(24)设于圆盘刀具(2)安装后的外侧,所述第二圆环槽(25)位于圆盘刀具(2)安装后的内侧。9.根据权利要求1所述的一种铣切蜂窝材料的工具,其特征在于,所述圆盘刀具(2)和所述动力机构(12)的动力输出端通过法兰连接。
技术总结
本实用新型公开了一种铣切蜂窝材料的工具,包括角度头和圆盘刀具,所述角度头包括连接机构和动力机构,所述连接机构和所述动力机构垂直设置,所述动力机构的动力输出端上设有所述圆盘刀具,所述圆盘刀具周向外端上设有过渡刀刃,所述过渡刀刃的刃口位于所述圆盘刀具安装后的外侧,所述过渡刀刃的刃口周向外端上设有锯齿,该铣切刀具在加工蜂窝材料侧边时,精准控制切割尺寸,提高成品的精度且铣切后的蜂窝侧边光滑减少加工步骤,提升铣切效率;圆盘刀具的锯齿上的锯口刃能提升锯齿的切削能力,并且在使得切削后蜂窝材料和锯齿分离;圆盘刀具两侧设有凹槽,避免圆盘刀具中间部分和蜂窝材料直接接触,提升产品质量。提升产品质量。提升产品质量。
技术研发人员:沙铭
受保护的技术使用者:菲舍尔航空部件(镇江)有限公司
技术研发日:2022.07.18
技术公布日:2022/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1