一种双头灯杯自动冲压成型装置的制作方法
本申请涉及灯杯制备,更具体地说,涉及一种双头灯杯自动冲压成型装置。
背景技术:
1、现有的射灯均具有一个灯杯,灯杯内设有铝基板安装台阶,铝基板的led对应灯杯一端的透镜,在灯杯另一端还设有一个灯头,灯头内放置电子驱动组件,目前,市场公知的灯杯构造是由单一的玻璃材质和铝材质制作而成。
2、在生产铝材质灯杯时大多使用冲压设备进行成型,现有的冲压成型设备缺少一体模具持续生产的能力,大多使用多个设备进行多工序生产。
技术实现思路
1、为了解决上述问题,本申请提供一种双头灯杯自动冲压成型装置。
2、本申请提供的一种双头灯杯自动冲压成型装置采用如下的技术方案:
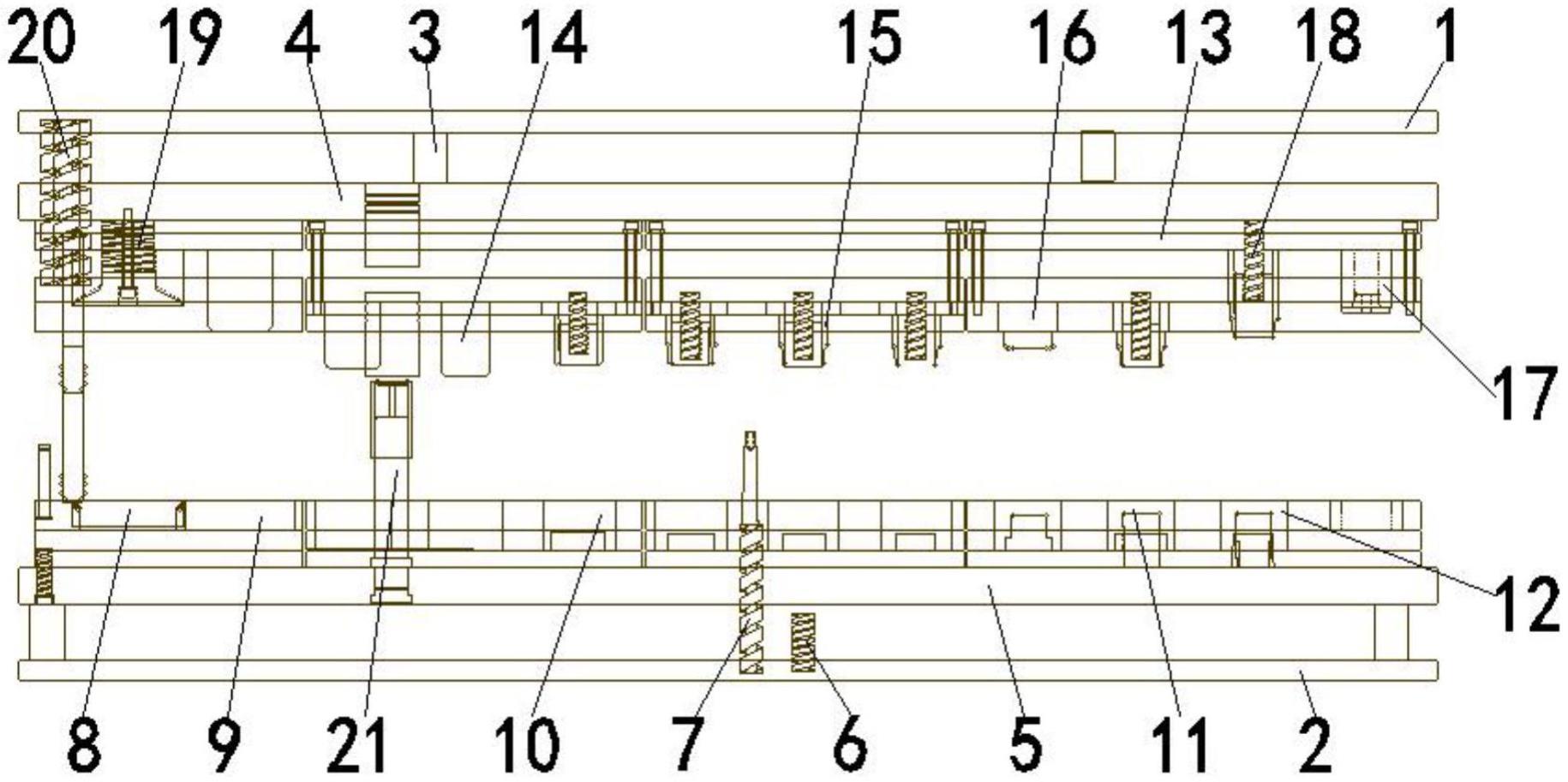
3、一种双头灯杯自动冲压成型装置,包括安装顶板和位于安装顶板下方的安装底板,所述安装顶板和安装底板的相对面均固定连接有液压缸,所述液压缸远离安装顶板的一端固定连接有上模,所述液压缸远离安装底板的一端固定连接有下模,所述安装底板的上表面固定连接有辅助弹簧和下缓冲组件,所述安装顶板下表面的左侧固定有上缓冲组件,所述下模的内部插接有导柱组件,所述导柱组件包括外导套,所述外导套与上模的内部插接,所述外导套的内部套接有内导套,所述内导套的内部活动插接有销钉,所述销钉底部与下模的内部插接。
4、进一步的,下模上表面从左至右依次开设有卡槽、三个第一拉伸槽、四个第二拉伸槽、三个开孔槽和下料槽,四个所述第二拉伸槽的内壁底部固定连接有圆台,三个开孔槽的内壁底部固定连接有开槽刀。
5、通过上述技术方案,下模上的第一拉伸槽、第二拉伸槽、开孔槽和下料槽能够对原板件进行依次加工,方便进行持续生产。
6、进一步的,上模的下表面固定连接有多个分模,所述分模的下表面从左至右依次固定有三个拉伸块、四个冲压管、三个开孔管和下料块,四个所述冲压管和三个开孔管的内部固定连接有挤出弹簧,所述分模下表面的左侧固定有稳定块。
7、通过上述技术方案,上模上的拉伸块、冲压管、开孔管和下料块与下模上的第一拉伸槽、第二拉伸槽、开孔槽和下料槽进行对应。
8、进一步的,下缓冲组件和上缓冲组件均包括底弹簧和接触销,所述接触销的一端固定连接在底弹簧的一端,两个所述底弹簧远离接触销的一端分别与安装底板和安装顶板固定,所述接触销远离底弹簧的一端延伸至上下模之间。
9、通过上述技术方案,下缓冲组件和上缓冲组件方便使原板料与上模和下模分离,达到方便原板料持续移动的作用。
10、进一步的,稳定块包括支撑弹簧和与支撑弹簧固定的接触块,且接触块位于卡槽正上方。
11、通过上述技术方案,接触块在支撑弹簧的支撑下,能够在上模下移的时候对原料板进行稳定,方便进行冲压生产。
12、进一步的,三个所述拉伸块位于三个第一拉伸槽的正上方,四个所述冲压管位于四个第二拉伸槽的正上方,三个所述开孔管位于三个开孔槽的正上方,所述下料块位于下料槽的正上方。
13、综上所述,本申请包括以下有益技术效果:
14、通过多个第一拉伸槽、第二拉伸槽和开孔槽,在原料向右侧移动的时候能够依次进行加工,方便持续进行生产,利用上缓冲组件和下缓冲组件方便使原料脱离,避免原料卡在第一拉伸槽、第二拉伸槽和开孔槽内部,利用冲压管和开孔管内部的挤出弹簧,在对原料进行内部开孔后,方便使废料与原料脱离,便于持续进行生产。
技术特征:
1.一种双头灯杯自动冲压成型装置,包括安装顶板(1)和位于安装顶板(1)下方的安装底板(2),其特征在于:所述安装顶板(1)和安装底板(2)的相对面均固定连接有液压缸(3),所述液压缸(3)远离安装顶板(1)的一端固定连接有上模(4),所述液压缸(3)远离安装底板(2)的一端固定连接有下模(5),所述安装底板(2)的上表面固定连接有辅助弹簧(6)和下缓冲组件(7),所述安装顶板(1)下表面的左侧固定有上缓冲组件(20),所述下模(5)的内部插接有导柱组件(21),所述导柱组件(21)包括外导套(211),所述外导套(211)与上模(4)的内部插接,所述外导套(211)的内部套接有内导套(212),所述内导套(212)的内部活动插接有销钉(213),所述销钉(213)底部与下模(5)的内部插接。
2.根据权利要求1所述的一种双头灯杯自动冲压成型装置,其特征在于:所述下模(5)上表面从左至右依次开设有卡槽(8)、三个第一拉伸槽(9)、四个第二拉伸槽(10)、三个开孔槽(11)和下料槽(12),四个所述第二拉伸槽(10)的内壁底部固定连接有圆台,三个开孔槽(11)的内壁底部固定连接有开槽刀。
3.根据权利要求2所述的一种双头灯杯自动冲压成型装置,其特征在于:所述上模(4)的下表面固定连接有多个分模(13),所述分模(13)的下表面从左至右依次固定有三个拉伸块(14)、四个冲压管(15)、三个开孔管(16)和下料块(17),四个所述冲压管(15)和三个开孔管(16)的内部固定连接有挤出弹簧(18),所述分模(13)下表面的左侧固定有稳定块(19)。
4.根据权利要求1所述的一种双头灯杯自动冲压成型装置,其特征在于:所述下缓冲组件(7)和上缓冲组件(20)均包括底弹簧和接触销,所述接触销的一端固定连接在底弹簧的一端,两个所述底弹簧远离接触销的一端分别与安装底板(2)和安装顶板(1)固定,所述接触销远离底弹簧的一端延伸至上下模(5)之间。
5.根据权利要求3所述的一种双头灯杯自动冲压成型装置,其特征在于:所述稳定块(19)包括支撑弹簧和与支撑弹簧固定的接触块,且接触块位于卡槽(8)正上方。
6.根据权利要求3所述的一种双头灯杯自动冲压成型装置,其特征在于:三个所述拉伸块(14)位于三个第一拉伸槽(9)的正上方,四个所述冲压管(15)位于四个第二拉伸槽(10)的正上方,三个所述开孔管(16)位于三个开孔槽(11)的正上方,所述下料块(17)位于下料槽(12)的正上方。
技术总结
本申请属于灯杯制备技术领域,公开了一种双头灯杯自动冲压成型装置,包括安装顶板和位于安装顶板下方的安装底板,所述安装顶板和安装底板的相对面均固定连接有液压缸,所述液压缸远离安装顶板的一端固定连接有上模,所述液压缸远离安装底板的一端固定连接有下模。通过多个第一拉伸槽、第二拉伸槽和开孔槽,在原料向右侧移动的时候能够依次进行加工,方便持续进行生产,利用上缓冲组件和下缓冲组件方便使原料脱离,避免原料卡在第一拉伸槽、第二拉伸槽和开孔槽内部,利用冲压管和开孔管内部的挤出弹簧,在对原料进行内部开孔后,方便使废料与原料脱离,便于持续进行生产。
技术研发人员:张光豪,苏芳
受保护的技术使用者:昆山豪润精密模具有限公司
技术研发日:20220720
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!