一种自动精密焊接夹具的制作方法
1.本实用新型涉及焊接夹具领域,尤其涉及一种自动精密焊接夹具。
背景技术:
2.焊接夹具是为了保证焊件尺寸,提高装配精度和效率,防止焊接变形所采用的夹具。现有的焊接夹具夹持后多通过人工焊接,操作效率低,且夹具设计多为夹持特定的产品,难以适用于多种不同规格的产品,另外,焊接夹具定位效果不够精确,重复定位精度低,容易导致焊接质量不稳定。
技术实现要素:
3.本实用新型目的是针对背景技术中存在的问题,提出一种定位精度高且能适用于多种规格产品的自动精密焊接夹具。
4.本实用新型的技术方案:一种自动精密焊接夹具,包括焊接平台、x轴直线组件和下电极导通组件;焊接平台包括电动夹爪、定位夹爪和产品载座;
5.x轴直线组件设置在机架上,x轴直线组件的送料方向为x向;机架上设置支撑平台,支撑平台位于x轴直线组件上方,支撑平台上沿y向滑动设置安装座,支撑平台上设置有带动安装座移动的y轴直线模组;电动夹爪沿x向滑动设置在安装座上,电动夹爪设置两组,两组电动夹爪滑动方向为相互靠近或远离,安装座上设置有带动电动夹爪移动的夹具避位平移模块;产品载座设置在安装座上,产品载座位于两组电动夹爪之间;定位夹爪沿竖直方向滑动设置在安装座上,定位夹爪位于产品载座上方且位于两组电动夹爪之间,安装座上设置有带动定位夹爪上下移动的精密微动平台;
6.下电极导通组件设置在机架上,下电极导通组件上设置导电的下电极,下电极从下往上穿过产品载座并与工件底部垂直接触。
7.优选的,还包括上电极换针架,上电极换针架包括针座、产品检测传感器和废针盒;针座设置在安装座上,针座上存放上电极针;产品检测传感器设置在安装座上,产品检测传感器朝向待焊接工件;废针盒设置在安装座上。
8.优选的,针座设置多组。
9.优选的,废针盒和上电极换针架分别位于产品载座两侧。
10.优选的,下电极导通组件包括下电极、电流传导块、下电极升降气缸和软铜排;机架上设置底座,下电极升降气缸竖直设置在底座上,下电极升降气缸顶部设置绝缘垫块;电流传导块设置在绝缘垫块上,电流传导块与软铜排连接;下电极竖直设置在电流传导块上。
11.与现有技术相比,本实用新型具有如下有益的技术效果:重复定位精度高;兼容全系列产品尺寸,并预留足够的空间扩展未来新产品的焊接定位;结构紧凑,体积小巧,便于布局到自动化生产环节当中;焊接效率高,从导通产品到焊接,焊接一个焊点仅需3s;产品定位精度高,导通稳定性好,焊接质量提高;对于易损部件,如产品载座和下电极,能快速更换维护。
附图说明
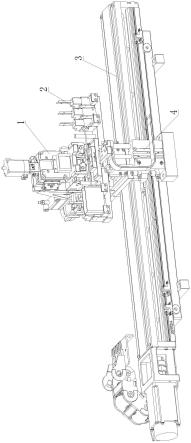
12.图1为本实用新型一种实施例的结构示意图;
13.图2为焊接平台的结构示意图;
14.图3为下电极导通组件的结构示意图。
15.附图标记:1、焊接平台;2、上电极换针架;3、x轴直线组件;4、下电极导通组件;5、y轴直线模组;6、夹具避位平移模块;7、电动夹爪;8、精密微动平台;9、定位夹爪;10、产品载座;11、针座;12、产品检测传感器;13、废针盒;14、下电极;15、电流传导块;16、绝缘垫块;17、下电极升降气缸;18、软铜排。
具体实施方式
16.实施例一
17.如图1-3所示,本实用新型提出的一种自动精密焊接夹具,包括焊接平台1、x轴直线组件3和下电极导通组件4;焊接平台1包括电动夹爪7、定位夹爪9和产品载座10;
18.x轴直线组件3设置在机架上,x轴直线组件3的送料方向为x向;机架上设置支撑平台,支撑平台位于x轴直线组件3上方,支撑平台上沿y向滑动设置安装座,支撑平台上设置有带动安装座移动的y轴直线模组5;电动夹爪7沿x向滑动设置在安装座上,电动夹爪7设置两组,两组电动夹爪7滑动方向为相互靠近或远离,安装座上设置有带动电动夹爪7移动的夹具避位平移模块6;产品载座10设置在安装座上,产品载座10位于两组电动夹爪7之间;定位夹爪9沿竖直方向滑动设置在安装座上,定位夹爪9位于产品载座10上方且位于两组电动夹爪7之间,安装座上设置有带动定位夹爪9上下移动的精密微动平台8;
19.下电极导通组件4包括下电极14、电流传导块15、下电极升降气缸17和软铜排18;机架上设置底座,下电极升降气缸17竖直设置在底座上,下电极升降气缸17顶部设置绝缘垫块16;电流传导块15设置在绝缘垫块16上,电流传导块15与软铜排18连接;下电极14竖直设置在电流传导块15上,下电极14从下往上穿过产品载座10并与工件底部垂直接触。
20.工作原理:当焊接平台1承载产品上料后,电动夹爪7闭合至指定宽度但不夹紧产品,精密微动平台8下降,使定位夹爪9下压产品,产品有法兰结构,定位产品高度方向,然后电动夹爪7继续闭合,直至夹紧产品,定位产品水平方向并确保产品垂直于焊接机的上电极针和下电极14。当产品定位完毕,下电极升降气缸17上升,将下电极14与产品导通,焊机开始焊接。焊接完产品的第一个焊点后,下电极升降气缸17下降使下电极14脱离产品,y轴直线模组5驱动焊接平台1切换焊点位置,下电极升降气缸17再次上升使下电极14与产品导通,完成第二个焊点焊接,依次循环共完成四个焊接点的焊接工作。
21.本实施例中,通过焊接平台1实现承载产品并夹紧定位,并实现多个焊接点的切换,同时可避让产品的上下料动作,露出产品载座10的位置,露出焊接上电极的位置,方便更换产品载座10,维护焊机上电极;通过x轴直线组件3,实现产品的上料、焊接、检测和下料的x轴方向位置控制,衔接前后的自动化流程;通过下电极导通组件4,实现产品焊接的下电极端导通,下电极14与上电极针同轴心,通过下电极升降气缸17导通产品形成焊接通路。重复定位精度高;兼容全系列产品尺寸,并预留足够的空间扩展未来新产品的焊接定位;结构紧凑,体积小巧,便于布局到自动化生产环节当中;焊接效率高,从导通产品到焊接,焊接一个焊点仅需3s;产品定位精度高,导通稳定性好,焊接质量提高;对于易损部件,如产品载座
10和下电极14,能快速更换维护。
22.实施例二
23.如图2所示,本实用新型提出的一种自动精密焊接夹具,相较于实施例一,本实施例还包括上电极换针架2,上电极换针架2包括针座11、产品检测传感器12和废针盒13;针座11设置在安装座上,针座11上存放上电极针,针座11设置多组;产品检测传感器12设置在安装座上,产品检测传感器12朝向待焊接工件;废针盒13设置在安装座上,废针盒13和上电极换针架2分别位于产品载座10两侧。
24.本实施例中,通过上电极换针架2实现焊机上电极的及时更换,通过控制上电极的焊接次数及产品检测传感器12检测上电极针端的工作状况,完成自动更换上电极,达到控制焊接质量的效果。
25.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
技术特征:
1.一种自动精密焊接夹具,其特征在于,包括焊接平台(1)、x轴直线组件(3)和下电极导通组件(4);焊接平台(1)包括电动夹爪(7)、定位夹爪(9)和产品载座(10);x轴直线组件(3)设置在机架上,x轴直线组件(3)的送料方向为x向;机架上设置支撑平台,支撑平台位于x轴直线组件(3)上方,支撑平台上沿y向滑动设置安装座,支撑平台上设置有带动安装座移动的y轴直线模组(5);电动夹爪(7)沿x向滑动设置在安装座上,电动夹爪(7)设置两组,两组电动夹爪(7)滑动方向为相互靠近或远离,安装座上设置有带动电动夹爪(7)移动的夹具避位平移模块(6);产品载座(10)设置在安装座上,产品载座(10)位于两组电动夹爪(7)之间;定位夹爪(9)沿竖直方向滑动设置在安装座上,定位夹爪(9)位于产品载座(10)上方且位于两组电动夹爪(7)之间,安装座上设置有带动定位夹爪(9)上下移动的精密微动平台(8);下电极导通组件(4)设置在机架上,下电极导通组件(4)上设置导电的下电极(14),下电极(14)从下往上穿过产品载座(10)并与工件底部垂直接触。2.根据权利要求1所述的自动精密焊接夹具,其特征在于,还包括上电极换针架(2),上电极换针架(2)包括针座(11)、产品检测传感器(12)和废针盒(13);针座(11)设置在安装座上,针座(11)上存放上电极针;产品检测传感器(12)设置在安装座上,产品检测传感器(12)朝向待焊接工件;废针盒(13)设置在安装座上。3.根据权利要求2所述的自动精密焊接夹具,其特征在于,针座(11)设置多组。4.根据权利要求2所述的自动精密焊接夹具,其特征在于,废针盒(13)和上电极换针架(2)分别位于产品载座(10)两侧。5.根据权利要求1所述的自动精密焊接夹具,其特征在于,下电极导通组件(4)包括下电极(14)、电流传导块(15)、下电极升降气缸(17)和软铜排(18);机架上设置底座,下电极升降气缸(17)竖直设置在底座上,下电极升降气缸(17)顶部设置绝缘垫块(16);电流传导块(15)设置在绝缘垫块(16)上,电流传导块(15)与软铜排(18)连接;下电极(14)竖直设置在电流传导块(15)上。
技术总结
本实用新型涉及焊接夹具领域,具体为一种自动精密焊接夹具,其包括焊接平台、X轴直线组件和下电极导通组件;X轴直线组件设置在机架上;机架上设置支撑平台,支撑平台上沿Y向滑动设置安装座,支撑平台上设置有带动安装座移动的Y轴直线模组;两组电动夹爪沿X向滑动设置在安装座上,安装座上设置有带动电动夹爪移动的夹具避位平移模块;产品载座设置在安装座上;定位夹爪沿竖直方向滑动设置在安装座上,安装座上设置有带动定位夹爪上下移动的精密微动平台;下电极从下往上穿过产品载座并与工件底部垂直接触。本实用新型重复定位精度高,焊接质量好;兼容全系列产品尺寸;结构紧凑,体积小巧;焊接效率高;便于快速更换维护易损部件。便于快速更换维护易损部件。便于快速更换维护易损部件。
技术研发人员:罗炎辉 何鑫
受保护的技术使用者:成都市博杰自动化设备有限公司
技术研发日:2022.07.29
技术公布日:2022/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1