一种全驱油田车U栓底板旋转通用夹具的制作方法
本技术涉及零件机加工夹具,具体为一种全驱油田车u栓底板旋转通用夹具。
背景技术:
1、u栓底板是汽车底盘重要部件之一,是连接钢板弹簧与车桥的关键零件,其结构强度及质量直接关系到车辆运行的安全和寿命。
2、全驱油田车作为特征车设备,其u栓底板结构形状特殊,在机加工时(根据零件的机加工位置,调整零件的水平和倾斜角度)通常需要经过数道加工工序,每一道工序完成后都需要人工将零件从工装夹具上取下后,需要更换对应的工装夹具实施固定方可进行下一工序的加工,期间零件在夹具上的拆卸和固定极为耗时费力,而且经过二次装卸固定的零件,其位置很难与上一道工序加工时的定位达成一致,这就容易造成零件两次机加工后的角度存在一定轴向的错位偏差,导致产品加工的精度差无法达到预期,废品率高,导致产品生产成本一直居高不下。
技术实现思路
1、针对上述背景技术中提出的问题,本实用新型提供一种全驱油田车u栓底板旋转通用夹具。
2、为了避免全驱油田车的u栓底板生产加工时因调整角度而不得不二次装卸操作的现象发生,节省加工成本,提高零件多工序加工时加工角度及位置的精度,提高产品质量,较少废品率,降低生产成本。
3、本实用新型公开的一种全驱油田车u栓底板旋转通用夹具,包括基座和若干定位锁紧插销,所述基座的内侧通过转轴转动安装有转板,所述转板前、后两侧的左、右两端以转轴为中心对称开设有定位孔,所述基座的两侧对应定位孔的圆弧滑动轨迹均开设有两组锁孔单元;所述转板的中央通过螺栓安装有斜垫板;所述斜垫板顶部分别安装有侧支座a和侧支座b,所述侧支座a和侧支座b上分别螺纹安装有校准螺栓a和校准螺栓b;所述斜垫板的上部设有用来夹紧工件的压板,该压板的中部贯穿有双头螺栓,其双头螺栓两端的螺纹柱上各螺纹旋拧有一个螺母,且双头螺栓的一端螺纹旋拧在斜垫板上。
4、进一步的,所述基座具体由底座和一体成型在底座两侧的侧承重板构成,两个侧承重板相互平行,两个侧承重板中部对应的位置处均开设有插孔b,所述转板前、后两侧的中部对应插孔b的位置处开设有插孔a,所述转轴的一端通过滚珠轴承固定在插孔b的内部,所述转轴另一端则插接在插孔a内部,且插孔b的外侧固定有轴承端盖,其中插孔a内侧与转轴之间设有耐磨衬套b,其中转轴和插孔b之间设置耐磨衬套,通过借助耐磨衬套的作用提高转轴与转板之间连接的精确度以及稳定性,而且通过设计轴承端盖,能够对转轴实施限位,避免转轴携带滚珠轴承从插孔b处自然脱离。
5、进一步的,为了实现转板围绕转轴旋转后,还能在特定角度实现定位,为固定其上的工件实施特定角度的加工操作,所述基座每一侧的两组锁孔单元分别开设在对应一侧的侧承重板上,且两组锁孔单元均以插孔b为中心呈水平对称设计;所述锁孔单元包括一个锁孔a和两个锁孔b,两个所述锁孔b以锁孔a所处位置的横轴线为中心呈对称设计,且同一侧承重板上的两组锁孔单元中的锁孔a和锁孔b与插孔b之间距离的均相等,同一侧承重板上的两个锁孔a和插孔b处于同一水平线上,需要进一步说明的是,本夹具主要针对的是全驱油田车的u栓底板加工时的固定夹具,由于其u栓底板的形状与普通汽车u栓底板结构差异较大,因此锁孔b与锁孔a之间的夹角设计,通常是根据所生产的u栓底板型号和类型进行标准定制。
6、进一步的,为了使得u栓底板能够有效与斜垫板的契合实现,工件在夹具上的初步定位,其所述斜垫板的顶部设有用于对工件实施定位的卡槽结构,且斜垫板顶部的卡槽位置及结构根据工件的实际结构采用开模定制设计。
7、进一步的,为了提高转板在调整重新定位后的精确性,其所述锁孔a、锁孔b和定位孔的内侧均设有耐磨衬套a,能够提高锁孔a和锁孔b的耐磨程度,配合下述的精磨外圆柱体的设计,能够最大限度的减少定位锁紧,所述定位锁紧插销包括精磨外圆柱体,其精磨外圆柱体的两端分别一体成型有外螺纹柱和旋拧手柄,所述精磨外圆柱体的外圆尺寸与锁孔a、锁孔b和定位孔内侧的耐磨衬套的内尺寸相一致,且定位孔的端部开设有与外螺纹柱相适配的螺纹孔。
8、进一步的,为了最终对工件实施有效的夹持固定效果,在所述垫板的顶部设有一个套在双头螺栓上的开口垫圈,该开口垫圈位于螺母底部,所述侧支座a和侧支座b分别位于转板的边侧和端部,所述侧支座a上的两个校准螺栓a位于双头螺栓两侧位置。
9、与现有技术相比,本实用新型的有益效果如下:
10、本实用新型以基座为基础,在其上安装可转动的转板,再配合各个角度的不同角度位置的锁孔设计,以及在转板上设计的定位孔,最后再借助定位锁紧插销的设计,使得该夹具在u栓底板固定在其上时,可以通过调整转板的角度,实现u栓底板倾斜角度的调整,从而满足工件在一个夹持夹具上就能满足多道工序加工的条件,工件无需二次拆装,不仅能够节省大量的时间,减少人工成本,同时还能够有效保证工件在不同工序加工时各个加工位的精确度,提高产品质量。
技术特征:
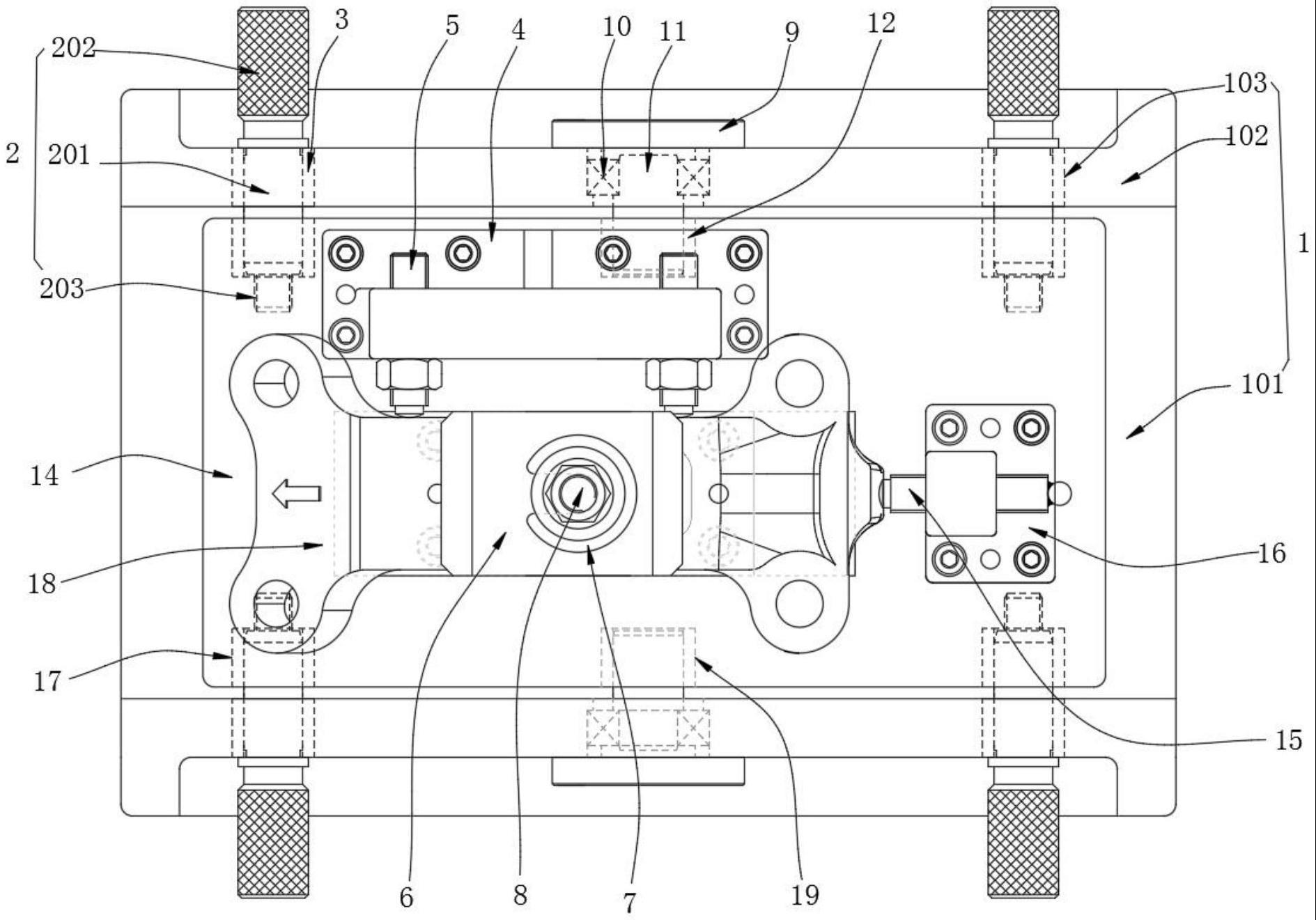
1.一种全驱油田车u栓底板旋转通用夹具,包括基座(1)和若干定位锁紧插销(2),其特征在于:所述基座(1)的内侧通过转轴(11)转动安装有转板(14),所述转板(14)前、后两侧的左、右两端以转轴(11)为中心对称开设有定位孔(17),所述基座(1)的两侧对应定位孔(17)的圆弧滑动轨迹均开设有两组锁孔单元(103);所述转板(14)的中央通过螺栓安装有斜垫板(13);所述斜垫板(13)顶部分别安装有侧支座a(4)和侧支座b(16),所述侧支座a(4)和侧支座b(16)上分别螺纹安装有校准螺栓a(5)和校准螺栓b(15);所述斜垫板(13)的上部设有用来夹紧工件的压板(6),该压板(6)的中部贯穿有双头螺栓(8),其双头螺栓(8)两端的螺纹柱上各螺纹旋拧有一个螺母,且双头螺栓(8)的一端螺纹旋拧在斜垫板(13)上。
2.根据权利要求1所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述基座(1)由底座(101)和一体成型在底座(101)两侧的侧承重板(102)构成,两个侧承重板(102)相互平行,两个侧承重板(102)中部对应的位置处均开设有插孔b(20),所述转板(14)前、后两侧的中部对应插孔b(20)的位置处开设有插孔a(19),所述转轴(11)的一端通过滚珠轴承(10)固定在插孔b(20)的内部,所述转轴(11)另一端则插接在插孔a(19)内部,且插孔b(20)的外侧固定有轴承端盖(9),其中插孔a(19)内侧与转轴(11)之间设有耐磨衬套b(12)。
3.根据权利要求1所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述基座(1)每一侧的两组锁孔单元(103)分别开设在对应一侧的侧承重板(102)上,且两组锁孔单元(103)均以插孔b(20)为中心呈水平对称设计。
4.根据权利要求1所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述锁孔单元(103)包括一个锁孔a(131)和两个锁孔b(132),两个所述锁孔b(132)以锁孔a(131)所处位置的横轴线为中心呈对称设计,且同一侧承重板(102)上的两组锁孔单元(103)中的锁孔a(131)和锁孔b(132)与插孔b(20)之间距离的均相等,同一侧承重板上的两个锁孔a(131)和插孔b(20)处于同一水平线上。
5.根据权利要求1所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述斜垫板(13)的顶部设有用于对工件实施定位的卡槽结构,且斜垫板(13)顶部的卡槽位置及结构根据工件的实际结构采用开模定制设计。
6.根据权利要求4所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述锁孔a(131)、锁孔b(132)和定位孔(17)的内侧均设有耐磨衬套a(3)。
7.根据权利要求1所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述定位锁紧插销(2)包括精磨外圆柱体(201),其精磨外圆柱体(201)的两端分别一体成型有外螺纹柱(202)和旋拧手柄(203),所述精磨外圆柱体(201)的外圆尺寸与锁孔a(131)、锁孔b(132)和定位孔(17)内侧的耐磨衬套的内尺寸相一致,且定位孔(17)的端部开设有与外螺纹柱(202)相适配的螺纹孔。
8.根据权利要求1所述的一种全驱油田车u栓底板旋转通用夹具,其特征在于:所述垫板的顶部设有一个套在双头螺栓(8)上的开口垫圈(7),该开口垫圈(7)位于螺母底部,所述侧支座a(4)和侧支座b(16)分别位于转板(14)的边侧和端部,所述侧支座a(4)上的两个校准螺栓a(5)位于双头螺栓(8)两侧位置。
技术总结
本技术涉及零件机加工夹具技术领域,具体公开了一种全驱油田车U栓底板旋转通用夹具,包括基座和若干定位锁紧插销,基座的内侧通过转轴转动安装有转板,转板前、后两侧的左、右两端以转轴为中心对称开设有定位孔,基座的两侧设有两组锁孔单元;转板的中央通过螺栓安装有斜垫板;斜垫板顶部分别安装有侧支座a和侧支座b,侧支座a和侧支座b上分别螺纹安装有校准螺栓a和校准螺栓b。本技术通过可转动的转板设计,再配合锁孔以及定位锁紧插销的设计,能满足多道工序加工的条件,工件无需二次拆装,不仅能够节省大量的时间,减少人工成本,同时还能够有效保证工件在不同工序加工时各个加工位的精确度,提高产品质量。
技术研发人员:余凯,汪国昌,郭兴才
受保护的技术使用者:湖北丹江口志成铸造股份有限公司
技术研发日:20220728
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!