一种零部件焊接专用定位装置的制作方法
1.本申请涉及零部件加工的技术领域,尤其是涉及一种零部件焊接专用定位装置。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。焊接在机械加工中应用的十分广泛,在对一些零部件进行加工的时候,往往就需要用焊接工艺,而且零部件的形式也是多种多样,例如管状零部件,在焊接的时候就需要定位装置来对其进行固定,方才进行焊接工作。
3.相关技术中,在对零部件进行定位的时候,会采用固定器进行固定,其工作原理是,将零部件置于底板上,利用螺栓的旋合,带动另一板配合底板对零部件进行夹持固定。
4.但是,上述定位方式存在一些缺陷,在夹持或松开时,都需要人工转动螺栓,比较费时费力。因此,本领域技术人员提供了一种零部件焊接专用定位装置,以解决上述背景技术中提出的问题。
技术实现要素:
5.为了解决上述背景技术中提出的问题,本申请提供一种零部件焊接专用定位装置。
6.本申请提供的一种零部件焊接专用定位装置采用如下的技术方案:
7.一种零部件焊接专用定位装置,包括工作台,用于零部件焊接;
8.两个定位组件,定位组件包括
9.底板,用于放置零部件;
10.压板,压板底部通过两个弹性件与底板顶部连接,且压板沿底板竖直方向进行滑动;
11.顶框、滚轮、凸轮以及转杆,其中顶框设置在压板上方,转杆转动设置在顶框上,凸轮套接在转杆上,滚轮装设在压板顶部,且外壁与凸轮相贴合,顶框上设置有卡合部,转杆上设置有卡合配合部,当卡合部与卡合配合部配合,限制转杆进行只顺时针转动,以此移动压板配合底板固定零部件,当卡合部与卡合配合部不配合,不限制转杆转动方向。
12.一些实施例中,弹性件为压缩弹簧。
13.一些实施例中,定位组件还包括定位杆,定位杆设置有两个,且两个定位杆分别固定在底板顶部两侧,并嵌设于压缩弹簧内侧,两个定位杆均滑动贯穿压板,且延伸端固定在顶框底部两侧。
14.一些实施例中,转杆的一端贯穿顶框的一侧,贯穿处通过轴承转动连接,卡合部为棘爪,其转动设置在顶框一侧,卡合配合部为棘轮,其套接于转杆上。
15.一些实施例中,定位组件还包括夹持槽,夹持槽设置有两个,分别设置在压板和底板相对应一侧。
16.一些实施例中,定位组件还包括手柄,手柄固定在的转杆位于顶框外侧的一端,用
于转动转杆。
17.综上所述,本申请包括以下有益技术效果:
18.1、凸轮的初始位置为,远离圆心的一端竖直向上,将管状零部件置于底板上,卡合部与卡合配合部相配合,转动转杆,转杆进行顺时针转动,凸轮使得滚轮发生转动,并使其向下移动,从而使得压板进行下移,弹性件进行压缩,从而利用压板配合底板对管状零部件进行定位,由于转杆只能进行顺时针转动,无法回转,因此只会对管状零部件进行夹持,不会出现转杆回转松开零部件,当卡合部与卡合配合部不配合,可取下管状零部件,只需转动转杆即可对零部件进行固定,省时省力。
附图说明
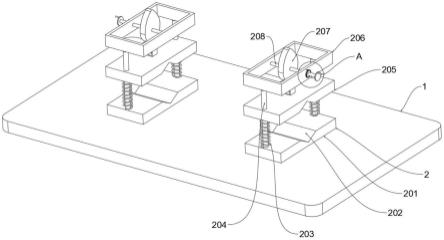
19.图1是本申请实施例中一种零部件焊接专用定位装置的等轴测结构示意图;
20.图2是本申请实施例中一种零部件焊接专用定位装置的仰视结构示意图;
21.图3是本申请实施例中一种零部件焊接专用定位装置的图1的a区放大图。
22.附图标记说明:1、工作台;2、定位组件;201、底板;202、夹持槽;203、弹性件;204、定位杆;205、压板;206、顶框;207、凸轮;208、转杆;209、滚轮;210、手柄;211、卡合配合部;212、卡合部。
具体实施方式
23.以下结合附图1-3对本申请作进一步详细说明。
24.本申请实施例公开一种零部件焊接专用定位装置。参照图1-3,一种零部件焊接专用定位装置包括工作台1,用于零部件焊接;
25.两个定位组件2,定位组件2包括
26.底板201,用于放置零部件;
27.压板205,压板205底部通过两个弹性件203与底板201顶部连接,且压板205沿底板201竖直方向进行滑动;
28.顶框206、滚轮209、凸轮207以及转杆208,其中顶框206设置在压板205上方,转杆208转动设置在顶框206上,凸轮207套接在转杆208上,滚轮209装设在压板205顶部,且外壁与凸轮207相贴合,顶框206上设置有卡合部212,转杆208上设置有卡合配合部211,当卡合部212与卡合配合部211配合,限制转杆208只进行顺时针转动,以此移动压板205配合底板201固定零部件,当卡合部212与卡合配合部211不配合,不限制转杆208转动方向。
29.弹性件203为压缩弹簧。
30.转杆208的一端贯穿顶框206的一侧,贯穿处通过轴承转动连接,卡合部212为棘爪,其转动设置在顶框206一侧,卡合配合部211为棘轮,其套接于转杆208上。
31.将管状零部件放在底板201顶部,凸轮207的初始位置为,远离圆心的一端竖直向上,使用者顺指针转动转杆208,且转动的角度小于180度,带动凸轮207进行转动,随着凸轮207转动,滚轮209的轮体发生相对应的转动,并带动压板205向下移动,压缩弹簧进行收缩,压板205压紧在零部件上,配合底板201对零部件进行固定,而由于在转杆208转动过程中,棘轮跟随转动并不断拨动棘爪,限制转杆208回转,因此,对零部件夹持稳固,当需要取下零部件的时候,将棘爪向上转动,将其一端脱离棘爪,逆时针转动转杆208,压缩弹簧释放弹性
势能,将压板205弹起,从而取出零部件,使用较为的省时省力。
32.在一些优选的实施例中,定位组件2还包括定位杆204,定位杆204设置有两个,且两个定位杆204分别固定在底板201顶部两侧,并嵌设于压缩弹簧内侧,两个定位杆204均滑动贯穿压板205,且延伸端固定在顶框206底部两侧,压板205在定位杆204上进行滑动,一方面是让压板205保持竖直方向滑动,另一方面提高压板205滑动的稳定性,进而提高压板205夹持零部件的稳定性。
33.为了夹持零部件更稳定,适应性更好,定位组件2还包括夹持槽202,夹持槽202设置有两个,分别设置在压板205和底板201相对应一侧,夹持槽202为v型结构,在夹持圆形管状零部件时,将其放在底板201上的夹持槽202上,两个夹持槽202可以更好的贴合圆形管状零部件,使其夹持的稳定性更好。
34.为了方便使用者转动转杆208,定位组件2还包括手柄210,手柄210固定在的转杆208位于顶框206外侧的一端,使用者在需要转动转杆208的时候,可通过握持手柄210来转动,方便握持,比较省力。
35.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
技术特征:
1.一种零部件焊接专用定位装置,其特征在于:包括工作台(1),用于零部件焊接;两个定位组件(2),所述定位组件(2)包括底板(201),用于放置零部件;压板(205),所述压板(205)底部通过两个弹性件(203)与底板(201)顶部连接,且压板(205)沿底板(201)竖直方向进行滑动;顶框(206)、滚轮(209)、凸轮(207)以及转杆(208),其中顶框(206)设置在压板(205)上方,转杆(208)转动设置在顶框(206)上,凸轮(207)套接在转杆(208)上,滚轮(209)装设在压板(205)顶部,且外壁与凸轮(207)相贴合,所述顶框(206)上设置有卡合部(212),所述转杆(208)上设置有卡合配合部(211),当卡合部(212)与卡合配合部(211)配合,限制转杆(208)只进行顺时针转动,以此移动压板(205)配合底板(201)固定零部件,当卡合部(212)与卡合配合部(211)不配合,不限制转杆(208)转动方向。2.根据权利要求1所述的一种零部件焊接专用定位装置,其特征在于:所述弹性件(203)为压缩弹簧。3.根据权利要求2所述的一种零部件焊接专用定位装置,其特征在于:所述定位组件(2)还包括定位杆(204),所述定位杆(204)设置有两个,且两个定位杆(204)分别固定在底板(201)顶部两侧,并嵌设于压缩弹簧内侧,两个所述定位杆(204)均滑动贯穿压板(205),且延伸端固定在顶框(206)底部两侧。4.根据权利要求1所述的一种零部件焊接专用定位装置,其特征在于:所述转杆(208)的一端贯穿顶框(206)的一侧,贯穿处通过轴承转动连接,所述卡合部(212)为棘爪,其转动设置在顶框(206)一侧,所述卡合配合部(211)为棘轮,其套接于转杆(208)上。5.根据权利要求1所述的一种零部件焊接专用定位装置,其特征在于:所述定位组件(2)还包括夹持槽(202),所述夹持槽(202)设置有两个,分别设置在压板(205)和底板(201)相对应一侧。6.根据权利要求4所述的一种零部件焊接专用定位装置,其特征在于:所述定位组件(2)还包括手柄(210),所述手柄(210)固定在的转杆(208)位于顶框(206)外侧的一端,用于转动转杆(208)。
技术总结
本申请涉及一种零部件焊接专用定位装置,其包括工作台,用于零部件焊接;两个定位组件,定位组件包括底板,用于放置零部件;压板,压板底部通过两个弹性件与底板顶部连接,且压板沿底板竖直方向进行滑动;顶框、滚轮、凸轮以及转杆,其中顶框设置在压板上方,转杆转动设置在顶框上,凸轮套接在转杆上,滚轮装设在压板顶部,且外壁与凸轮相贴合,顶框上设置有卡合部,转杆上设置有卡合配合部,当卡合部与卡合配合部配合,限制转杆进行只顺时针转动,以此移动压板配合底板固定零部件;本方案通过卡合部与卡合配合部相配合,转杆进行顺时针转动,对管状零部件进行夹持,只需转动转杆即可对零部件进行固定,省时省力。省时省力。省时省力。
技术研发人员:贾冬明 夏俊 王琦
受保护的技术使用者:合肥新开源自动化设备有限公司
技术研发日:2022.08.05
技术公布日:2022/11/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1