一种可批量加工零件的定位工装的制作方法
1.本实用新型属于机床加工设备领域,具体涉及零件加工定位工装。
背景技术:
2.在现代工业生产制造过程中,很多产品需要用到机床进行加工生产,在机床加工过程中,需要对加工零件进行定位,才能够使加工的零件不在加工过程中产生位移,生产出的零件才能够符合客户要求。对于零件加工,一般是大批量进行的,但是现有的加工夹具一般是仅对单个零件进行加工,生产效率低。申请号cn202021200960.x的专利虽然公开了一种可批量加工的机床,但是其是对机床进行的改进,无法适用于一般机床。
技术实现要素:
3.为解决上述问题,本实用新型提供一种可批量加工零件的定位工装,通过在一个定位工装上设置多个定位槽,并设置相应的夹持装置,使一个定位工装能够夹持多个加工零件。
4.一种可批量加工零件的定位工装,包括主体、定位槽、固定槽、定位柱和夹持件,定位槽为圆形槽,数量为多个均匀分布在主体表面;所述定位柱设置在定位槽中心,每个定位槽边缘均匀设置三个以上夹持件,固定槽设置在主体两侧且贯穿上下表面。
5.进一步地,夹持件为矩形结构,中间设置有调节槽,夹持件通过所述调节槽利用螺栓固定在主体上,调节槽长度大于螺栓直径。
6.进一步地,定位槽为四个。
7.进一步地,每个定位槽边缘均匀设置四个夹持件。
8.本实用新型提供的定位工装,能够一次夹持多个加工零件,并且能够提供很好的定位效果,不仅避免了加工零件在加工过程中产生位移,也能一次对多个零件进行加工,提升加工效率。
附图说明
9.下面结合附图对本实用新型作进一步详细说明。
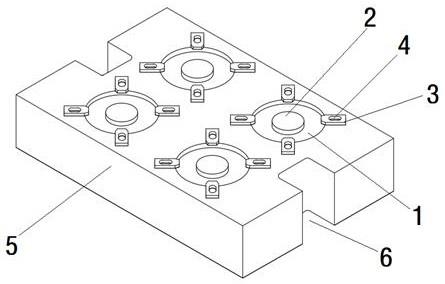
10.图1为定位工装立体结构示意图;
11.图2为定位工装顶部结构示意图;
12.图中所示:1-定位槽、2-定位柱、3-夹持件、4-调节槽、5-主体、6-固定槽。
具体实施方式
13.为进一步说明本实用新型的构思,以下将结合附图对本实用新型的具体实施方式作进一步说明:
14.如图1、2所示的一种可批量加工零件的定位工装,包括主体5、定位槽1、定位柱2、固定槽6和夹持件3,主体5为定位工装主要结构体,用于承载加工零件,定位槽1为圆形槽,
数量为多个均匀分布在主体5表面,主要作用为提供零件固定槽位;定位柱2设置在定位槽1中心,用于伸入零件的外部孔洞中进行定位,定位柱2的具体大小根据加工零件的外部孔洞进行选择,只要能够满足对零件产生定位效果即可。每个定位槽1边缘均匀设置三个以上夹持件3,用于夹持加工零件。本实用新型提供的定位工装,适用于本体为圆柱形且一端带有法兰盘和孔洞的零件,零件固定时,先将带有法兰盘的一端插入定位槽1中,进行大方向上的固定,然后定位柱2伸入零件孔洞中进行二次定位,最后用夹持件3对法兰盘部分进行最终固定。固定槽6设置在主体5两侧且贯穿上下表面,加工时可以通过固定槽6将定位工装整个夹持在机床上。
15.夹持件3为矩形结构,中间设置有调节槽4,夹持件3通过调节槽4利用螺栓固定在主体5上,调节槽4长度大于螺栓直径,这样设置夹持件3可以在调节槽4长度方向上进行位置调节,通过调节夹持件3的位置,可以把加工的零件的法兰盘部分限制在调节槽4内。螺栓为常用固定件,在图中未示出,且主体5上也应该设置有供螺栓拧入的螺孔,以上都是本领域常用的技术方案,本领域的技术人员在看到以上描述后能够自然想到该如何进行设置。定位槽1、定位柱2、夹持件3的大小根据加工零件的大小进行设置。
16.作为最佳选择,定位槽1的数量设置为四个,可以在保证一次加工多个零件的同时,避免零件阻挡刀具加工路线。
17.每个定位槽1边缘均匀设置四个夹持件3可以提供最佳的固定效果,同时避免夹持件3过多造成固定步骤繁琐的情况。
18.加工零件时,先将夹持件3螺栓松开,将夹持件3向外移动使零件能够插入定位槽1中,然后用定位柱2插入零件外部孔洞中二次定位,固定好后将夹持件3向内移动,当夹持件3移动到能够遮挡固定零件法兰盘部分的位置后,拧紧螺栓,使夹持件3牢牢固定住零件法兰盘部分,即完成单个零件的固定,重复多个步骤,完成所有零件的固定后,再将定位工装通过固定槽6固定在机床上,即可开始进行机床加工。
19.以上所述仅为本实用新型的优选实施方式,并不用以限制本实用新型,对于本领域的技术人员来说,可以有各种更改和变化,凡利用本实用新型所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种可批量加工零件的定位工装,包括主体(5)、定位槽(1)、定位柱(2)、固定槽(6)和夹持件(3),其特征在于:所述定位槽(1)为圆形槽,数量为多个均匀分布在主体(5)表面;所述定位柱(2)设置在定位槽(1)中心,每个定位槽(1)边缘均匀设置三个以上夹持件(3),固定槽(6)设置在主体(5)两侧且贯穿上下表面。2.根据权利要求1所述的定位工装,其特征在于:所述夹持件(3)为矩形结构,中间设置有调节槽(4),夹持件(3)通过调节槽(4)利用螺栓固定在主体(5)上,调节槽(4)长度大于螺栓直径。3.根据权利要求2所述的定位工装,其特征在于:所述定位槽(1)为四个。4.根据权利要求3所述的定位工装,其特征在于:每个定位槽(1)边缘均匀设置四个夹持件(3)。
技术总结
一种可批量加工零件的定位工装,包括定位槽、定位柱、固定槽和夹持件,定位槽为圆形槽,数量为四个均匀分布在定位工装表面,固定槽设置在主体两侧且贯穿上下表面;定位柱设置在定位槽中心,每个定位槽边缘均匀设置四个夹持件,夹持件为矩形结构,中间设置有调节槽,夹持件通过所述调节槽利用螺栓固定在定位工装上,调节槽长度大于螺栓直径。本实用新型提供的定位工装,能够一次夹持多个加工零件,并且能够提供很好的定位效果,不仅避免了加工零件在加工过程中产生位移,也能一次对多个零件进行加工,提升加工效率。提升加工效率。提升加工效率。
技术研发人员:周伟 李永庆 沈广伍 张龙
受保护的技术使用者:贵州恒航华盛科技有限公司
技术研发日:2022.08.09
技术公布日:2022/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1