一种自动超声波焊接料带机的制作方法
本技术涉及焊接设备,尤其是一种自动超声波焊接料带机。
背景技术:
1、焊接,也称为溶接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料的制造工艺及技术,现代焊接的能量来源有多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
2、金属料带之间同样需要进行焊接,金属料带之间进行焊接时需要利用接料片,通过接料片的熔化和凝固使两块金属料带实现连接,相关技术中,需要焊工通过手工焊接的方式来对金属料带进行焊接,焊接具有一定的危险性,对人体可能造成的伤害包括烧伤、触点、视力损害、吸入有毒气体、紫外线照射过度等,同时,手工焊接的焊接效果比较依赖于焊工的技术,容易存在有焊接效果差,速度慢,焊接部位不够平整光滑的缺陷,为此,发明人设计了一种自动焊接料带机。
技术实现思路
1、为了提高焊接效果和焊接速度,并使焊接部位平整光滑,本申请提供一种自动超声波焊接料带机。
2、本申请提供的一种自动超声波焊接料带机采用如下的技术方案:
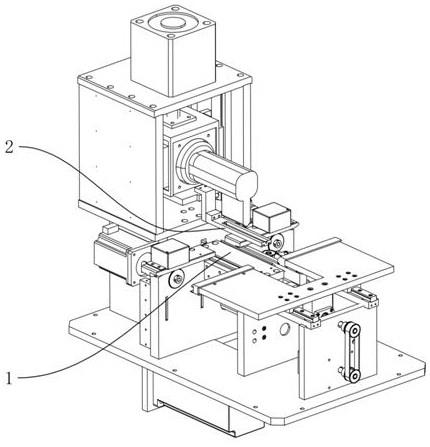
3、一种自动超声波焊接料带机,包括金属料带输送机构、接料片输送机构、对接台、压料板、超声波焊接装置,所述金属料带输送机构设置有两组,两组所述金属料带输送机构分别位于所述对接台的两侧,两组所述金属料带输送机构用于分别将两块金属料带送至对接台,所述对接台的两侧设置有切刀组件,金属料带经所述切刀组件切平后再送至所述对接台上,所述接料片输送结构用于将接料片输送至所述对接台上,所述超声波焊接装置包括焊头,所述压料板和所述焊头依次自下而上位于所述对接台上方,所述压料板开设有朝向所述焊头的避让孔,所述压料板和所述焊头同步升降,所述压料板设置有弹力装置。
4、通过采用上述技术方案,在对两块金属料带进行焊接时,两组金属料带输送机构先分别将两块金属料带送至对接台的两侧,对接台两侧的切刀组件再分别对两块金属料带的端部进行切平,切平后进一步送料,使两块金属料带在对接台上对接,另外接料片输送机构将接料片输送至两块金属料带的对接处,之后压料板和焊头同时下压并压紧两块金属料带和接料片,由于压板在下焊头在上,因此压板的弹力装置的作用是使压板先到位而焊头后到位,压紧后启动超声波装置并通过焊头开始焊接,焊接完成后各结构再回位,相比于人工焊接的方式,该自动超声波焊接料带机提高了焊接效果和焊接速度,并使焊接部位平整光滑。
5、优选的,所述金属料带输送机构包括第一送料驱动件、第一上送料轮、第一下送料轮,左送料槽、右送料槽,所述左送料槽和所述右送料槽之间供金属料带放入,所述第一送料驱动件用于带动所述第一上送料轮和第一下送料轮转动,所述第一上送料轮和所述第一下送料轮用于夹紧并输送金属料带。
6、通过采用上述技术方案,实现金属料带输送机构对金属料带的输送。
7、优选的,所述对接台旁活动设置有限宽板,所述右送料槽构造于所述限宽板的侧壁,所述右送料槽可相对所述左送料槽移动。
8、通过采用上述技术方案,左送料槽和右送料槽之间的距离能够根据金属料带的宽度进行调整。
9、优选的,所述第一下送料轮和所述第一上送料轮分别同轴连接有主动齿轮和从动齿轮,所述主动齿轮与所述从动齿轮相互啮合,所述第一送料驱动件带动所述主动齿轮转动,所述金属料带输送机构还包括活动部和固定部,所述第一上送料轮和所述从动齿轮转动设置于所述活动部,所述第一下送料轮和所述主动齿轮转动设置于所述固定部,所述活动部可相对所述固定部微动。
10、通过采用上述技术方案,在保证主动齿轮和从动齿轮啮合的状态下,可使活动部相对固定部进行细微移动,从而调整第一上送料轮与第一下送料轮之间的距离,以适应不同厚度的金属料带。
11、优选的,所述切刀组件包括切平驱动件以及上下分布的上切刀和下切刀,所述上切刀构造于所述对接台的侧部,所述下切刀设置于所述对接台外,所述切平驱动件控制所述对接台竖向活动。
12、通过采用上述技术方案,通过对接台的竖向活动,使得上切刀可相对下切刀进行移动,从而在对接台的两侧对金属料带的端部进行切平。
13、优选的,所述接料片输送机构包括第二送料驱动件、第二上送料轮、第二下送料轮,所述第二送料驱动件用于带动所述第一上送料轮和所述第二下送料轮,所述第二上送料轮和所述第二下送料轮用于夹紧并输送接料片。
14、通过采用上述技术方案,实现接料片输送机构对接料片的输送。
15、综上所述,本申请包括以下至少一种有益技术效果:
16、1.相比于人工焊接的方式,该自动超声波焊接料带机提高了焊接效果和焊接速度,并使焊接部位平整光滑;
17、2.相比于人工焊接的方式,降低了焊接对操作者的危害;
18、3.能够较好地适应金属料带的宽度和厚度。
技术特征:
1.一种自动超声波焊接料带机,其特征在于:包括金属料带输送机构、接料片输送机构、对接台(1)、压料板(2)、超声波焊接装置,所述金属料带输送机构设置有两组,两组所述金属料带输送机构分别位于所述对接台(1)的两侧,两组所述金属料带输送机构用于分别将两块金属料带送至对接台(1),所述对接台(1)的两侧设置有切刀组件,金属料带经所述切刀组件切平后再送至所述对接台(1)上,所述接料片输送结构用于将接料片(71)输送至所述对接台(1)上,所述超声波焊接装置包括焊头(82),所述压料板(2)和所述焊头(82)依次自下而上位于所述对接台(1)上方,所述压料板(2)开设有朝向所述焊头(82)的避让孔(21),所述压料板(2)和所述焊头(82)同步升降,所述压料板(2)设置有弹力装置。
2.根据权利要求1所述的一种自动超声波焊接料带机,其特征在于:所述金属料带输送机构包括第一送料驱动件(31)、第一上送料轮(32)、第一下送料轮(33),左送料槽(34)、右送料槽(35),所述左送料槽(34)和所述右送料槽(35)之间供金属料带放入,所述第一送料驱动件(31)用于带动所述第一上送料轮(32)和第一下送料轮(33)转动,所述第一上送料轮(32)和所述第一下送料轮(33)用于夹紧并输送金属料带。
3.根据权利要求2所述的一种自动超声波焊接料带机,其特征在于:所述对接台(1)旁活动设置有限宽板(5),所述右送料槽(35)构造于所述限宽板(5)的侧壁,所述右送料槽(35)可相对所述左送料槽(34)移动。
4.根据权利要求2所述的一种自动超声波焊接料带机,其特征在于:所述第一下送料轮(33)和所述第一上送料轮(32)分别同轴连接有主动齿轮(36)和从动齿轮(37),所述主动齿轮(36)与所述从动齿轮(37)相互啮合,所述第一送料驱动件(31)带动所述主动齿轮(36)转动,所述金属料带输送机构还包括活动部(41)和固定部(42),所述第一上送料轮(32)和所述从动齿轮(37)转动设置于所述活动部(41),所述第一下送料轮(33)和所述主动齿轮(36)转动设置于所述固定部(42),所述活动部(41)可相对所述固定部(42)微动。
5.根据权利要求1所述的一种自动超声波焊接料带机,其特征在于:所述切刀组件包括切平驱动件(61)以及上下分布的上切刀和下切刀,所述上切刀构造于所述对接台(1)的侧部,所述下切刀设置于所述对接台(1)外,所述切平驱动件(61)控制所述对接台(1)竖向活动。
6.根据权利要求1所述的一种自动超声波焊接料带机,其特征在于:所述接料片输送机构包括第二送料驱动件(72)、第二上送料轮(73)、第二下送料轮(74),所述第二送料驱动件(72)用于带动所述第二上送料轮(73)和所述第二下送料轮(74),所述第二上送料轮(73)和所述第二下送料轮(74)用于夹紧并输送接料片(71)。
技术总结
本技术涉及焊接设备技术领域,更具体地说,它涉及一种自动超声波焊接料带机,其技术方案要点是:包括金属料带输送机构、接料片输送机构、对接台、压料板、超声波焊接装置,两组金属料带输送机构分别位于对接台的两侧,对接台的两侧设置有切刀组件,金属料带经切刀组件切平后再送至对接台上,接料片输送结构用于将接料片输送至对接台上,超声波焊接装置包括焊头,压料板和焊头依次自下而上位于对接台上方,压料板开设有朝向焊头的避让孔,压料板和焊头同步升降,压料板设置有弹力装置,本技术的一种自动超声波焊接料带机提高了焊接效果和焊接速度,并使焊接部位平整光滑。
技术研发人员:黎育明,刘挺
受保护的技术使用者:东莞市中工自动化有限公司
技术研发日:20220812
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!