一种机械结构车身拉铆台预弯集成的制作方法
1.本实用新型涉及汽车零部件加工技术领域,具体为一种机械结构车身拉铆台预弯集成。
背景技术:
2.乘用车的顶盖分为内板和外板两部分,两个零件分别是顶盖内板和顶盖外板,两个零件在设计的时候会有一定的弧度匹配,然后在实际生产中,顶盖外板的弧度是靠冲压摸具的拉延模具出的形状,经过后续模具的处理,整个型面会有一定回弹变化,导致型面会有微小的变化,在和内板装配在一起的时候,如果顶盖内板有0.5mm左右的偏差,合拢以后就会出现瘪塘(白车身表面质量肉眼可见的外观缺陷),这个时候就会出现顶盖内板和外板的尺寸不匹配,严格按照尺寸去做,就会瘪塘,所以必须要和外板均匀的贴合。
3.单纯的用模具来做,在时间进度不能和项目匹配,外板模具稳定以后才能拿到整个参数,所以模具将顶盖内板形状大概弄出来,后续形状需要在白车身车间用工装来做匹配弧度,效率被大大降低。
4.因此,我们提出一种机械结构车身拉铆台预弯集成,以便于解决上述中提出的问题。
技术实现要素:
5.本实用新型的目的在于提供一种机械结构车身拉铆台预弯集成,以解决上述背景技术中提出的现有领域单纯的用模具来做,在时间进度不能和项目匹配,效率被大大降低的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种机械结构车身拉铆台预弯集成,包括:利旧工装、托块支撑零件、压块托块定位零件、人工上件粗定位装置、单元支座、自动启动气缸、总安装板、手动气缸、顶升单元,所述总安装板通过螺栓和销子固定安装于利旧工装上,总安装板上安装有若干个单元支座,总安装板上设有人工上件粗定位装置,总安装板上安装有自动启动气缸和压块托块定位零件,压块托块定位零件上安装有手动气缸,总安装板中间安装有顶升单元,人工上件粗定位装置和单元支座上放置车身顶盖内板;
7.顶升单元由手柄、固定座、顶升气缸、导向装置、顶升安装板、顶升螺杆,所述导向装置、顶升气缸、固定座安装于总安装板上,顶升气缸上安装有顶升安装板,顶升安装板上设有若干个顶升螺杆,手柄贯穿固定座,手柄与顶升气缸驱动连接。
8.优选的,所述单元支座上端固定安装有托块支撑零件。
9.优选的,所述顶升螺杆设有十三根。
10.优选的,所述顶升气缸外套有保护套。
11.与现有技术相比,本实用新型的有益效果是:具有利旧工装、顶升单元、自动启动气缸、手动气缸,解决在时间进度不能和项目匹配,效率被大大降低的问题;
12.利用原有工厂的夹具结构,将拉铆功能工装和预弯的工装合成一个工装,本身减
少了工件在流水线内的工序数量,减少了一个操作人员,减少了一套工装,在时间进度上能够和项目匹配,提高加工生产效率。
附图说明
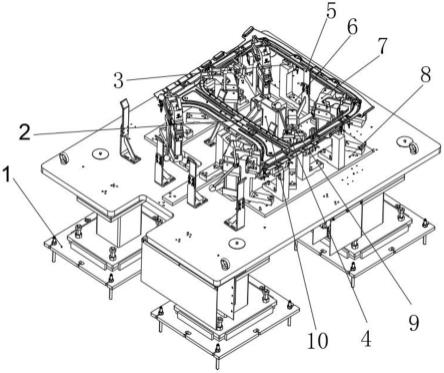
13.图1为本实用新型的结构示意图;
14.图2为本实用新型中顶升单元的结构示意图。
15.图中:1、利旧工装;2、车身顶盖内板;3、托块支撑零件;4、压块托块定位零件;5、人工上件粗定位装置;6、单元支座;7、自动启动气缸;8、总安装板;9、手动气缸;10、顶升单元;10-1、手柄;10-2、固定座;10-3、顶升气缸;10-4、导向装置;10-5、部分总安装板;10-6、顶升安装板;10-7、顶升螺杆。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.请参阅图1-2,本实用新型提供一种技术方案:一种机械结构车身拉铆台预弯集成,包括:利旧工装1、托块支撑零件3、压块托块定位零件4、人工上件粗定位装置5、单元支座6、自动启动气缸7、总安装板8、手动气缸9、顶升单元10,所述总安装板8通过螺栓和销子固定安装于利旧工装1上,总安装板8上安装有若干个单元支座6,单元支座6上端固定安装有托块支撑零件3,总安装板8上设有人工上件粗定位装置5,总安装板8上安装有自动启动气缸7和压块托块定位零件4,压块托块定位零件4上安装有手动气缸9,总安装板8中间安装有顶升单元10,人工上件粗定位装置5和单元支座6上放置车身顶盖内板2;
18.顶升单元10由手柄10-1、固定座10-2、顶升气缸10-3、导向装置10-4、顶升安装板10-6、顶升螺杆10-7,所述导向装置10-4、顶升气缸10-3、固定座10-2安装于总安装板8上,顶升气缸10-3上安装有顶升安装板10-6,顶升安装板10-6上设有若干个顶升螺杆10-7,顶升螺杆10-7设有十三根,手柄10-1贯穿固定座10-2,手柄10-1与顶升气缸10-3驱动连接,顶升气缸10-3外套有保护套。
19.工作原理:人工依靠人工上件粗定位装置5限位的粗位置完成上件,人工利用手动气缸9将四个压紧单元完成定位,工人按夹具外的双手按钮,夹具完全夹紧,最后顶升单元10完成顶升,将零件顶出一个固定的一致性好的弧度,根据现场实际情况做到贴合车身顶盖外板;
20.在不用自动化能源的时候,也可以通过手柄10-1手动完成顶升气缸10-3的顶升预弯,顶升气缸10-3外套有保护套,保护工人的手不至于在工作的时候被伤到,导向装置10-4使得每次顶升都会有一致性的顶升预弯位置,不至于时间过去很久就会出现偏离,部分总安装板10-5为总安装板8的一部分,顶升螺杆10-7每个螺杆的伸出部分都是螺纹控制,自身拧紧定位是靠自锁螺母,在重力的反向增加自锁定位,保证永久螺杆相同的长度。
21.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,
可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种机械结构车身拉铆台预弯集成,其特征在于:包括:利旧工装、托块支撑零件、压块托块定位零件、人工上件粗定位装置、单元支座、自动启动气缸、总安装板、手动气缸、顶升单元,所述总安装板通过螺栓和销子固定安装于利旧工装上,总安装板上安装有若干个单元支座,总安装板上设有人工上件粗定位装置,总安装板上安装有自动启动气缸和压块托块定位零件,压块托块定位零件上安装有手动气缸,总安装板中间安装有顶升单元,人工上件粗定位装置和单元支座上放置车身顶盖内板。2.根据权利要求1所述的一种机械结构车身拉铆台预弯集成,其特征在于,所述的顶升单元由手柄、固定座、顶升气缸、导向装置、顶升安装板、顶升螺杆,所述导向装置、顶升气缸、固定座安装于总安装板上,顶升气缸上安装有顶升安装板,顶升安装板上设有若干个顶升螺杆,手柄贯穿固定座,手柄与顶升气缸驱动连接。3.根据权利要求1所述的一种机械结构车身拉铆台预弯集成,其特征在于,所述单元支座上端固定安装有托块支撑零件。4.根据权利要求2所述的一种机械结构车身拉铆台预弯集成,其特征在于,所述顶升螺杆设有十三根。5.根据权利要求2所述的一种机械结构车身拉铆台预弯集成,其特征在于,所述顶升气缸外套有保护套。
技术总结
本实用新型公开了一种机械结构车身拉铆台预弯集成,包括:利旧工装、托块支撑零件、压块托块定位零件、人工上件粗定位装置、单元支座、自动启动气缸、总安装板、手动气缸、顶升单元,所述总安装板通过螺栓和销子固定安装于利旧工装上,总安装板上设有人工上件粗定位装置,总安装板上安装有自动启动气缸和压块托块定位零件,压块托块定位零件上安装有手动气缸,总安装板中间安装有顶升单元,人工上件粗定位装置和单元支座上放置车身顶盖内板。利用原有工厂的夹具结构,将拉铆功能工装和预弯的工装合成一个工装,本身减少了工件在流水线内的工序数量,减少了一个操作人员,减少了一套工装,在时间进度上能够和项目匹配,提高加工生产效率。生产效率。生产效率。
技术研发人员:丛丽新 王晋国 王元
受保护的技术使用者:上海磐沛自动化技术有限公司
技术研发日:2022.08.12
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1