一种主动辊间歇性工作的钢坯夹送装置的制作方法
1.本实用新型涉及一种主动辊间歇性工作的钢坯夹送装置。
背景技术:
2.钢坯夹送装置一般安装在加热炉出炉辊道和一号轧机之间,钢坯由加热炉打开炉门送出后,通过出炉辊道向前运送至夹送装置的上、下辊之间,再由上、下辊夹持后传送入一号轧机,往返重复完成夹持钢坯的动作。
3.通常所使用的夹送装置,其上、下辊转动安装在夹送装置的机体上,下辊为主动辊,上辊为被动辊,下辊通过电机带动减速箱由万向轴将动力传递至下辊,这就意味着不论夹送装置上有没有钢坯经过,只要钢坯轧制线没有停止工作,下辊就会一直处于转动状态,长久以往就会造成下辊、万向轴及减速箱的磨损及许多不必要的能源损失,提高钢坯轧制的成本。
技术实现要素:
4.本实用新型要解决的技术问题是:为了克服现有技术中之不足,本实用新型提供一种主动辊间歇性工作的钢坯夹送装置,以能够有效减少钢坯轧制过程中所带来的下辊等零部件的磨损及能源损耗的问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种主动辊间歇性工作的钢坯夹送装置,设置在加热炉的出炉辊道和一号轧机之间,具有机架,所述的机架下部转动安装有下夹送辊,对应下夹送辊上方设有上夹送辊,位于上夹送辊两端分别设有推动上夹送辊相对于下夹送辊作相近或相远移动的压板,所述的上夹送辊转动安装在两块压板之间,位于上夹送辊一端的压板外侧安装有可间歇驱动上夹送辊转动的液压马达,在压板下压路径上设有控制液压马达启停的接近开关。
6.具体说,所述的压板一端与机架前上端铰接,位于压板另一端的机架上安装有气缸,所述气缸的活塞杆向上与压板另一端活动连接,气缸驱动压板绕压板一端与机架的铰接点转动而实现上夹送辊相对于下夹送辊作相近或相远移动。
7.进一步地,为及时反馈钢坯移动是否到位而控制气缸动作,所述的出炉辊道的出料端上方设有信号控制气缸动作的热检扫描仪。
8.本实用新型的有益效果是:本实用新型将上夹送辊作为主动辊,在需要送入钢坯时,上夹送辊下压旋转,将钢坯头部送入轧机后,上夹送辊向上抬起停止转动,由于上夹送辊采用间歇性转动,因而可大幅度减少零部件的磨损及电能消耗,降低生产成本。
附图说明
9.下面结合附图和实施方式对本实用新型进一步说明。
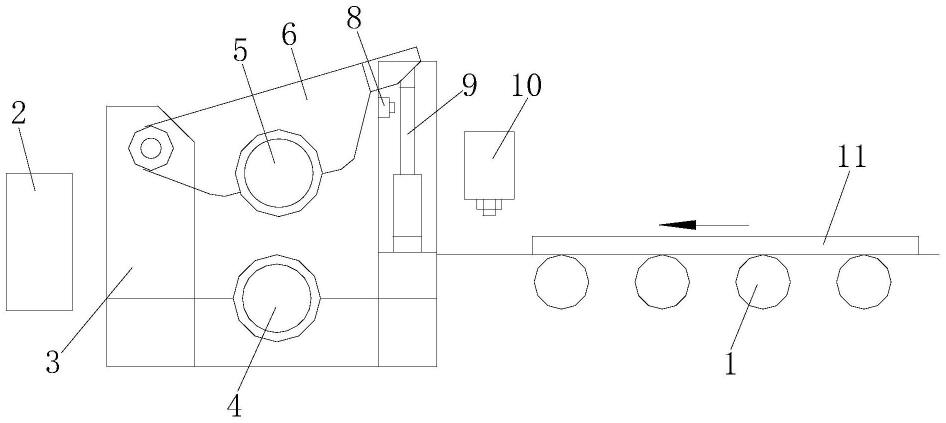
10.图1是本实用新型的结构示意图。
11.图2是图1中上夹送辊右视方向的安装结构示意图
12.图中:1.出炉辊道,2.一号轧机,3.机架,4.下夹送辊,5.上夹送辊6.压板,7.液压马达,8.接近开关,9.气缸,10.热检扫描仪,11.钢坯。
具体实施方式
13.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
14.如图1、图2所示的一种主动辊间歇性工作的钢坯夹送装置,设置在加热炉的出炉辊道1和一号轧机2之间。
15.该夹送装置具有机架3,在机架3下部通过一对轴承座转动安装有下夹送辊4,下夹送辊4的轴线与出炉辊道1的传送方向垂直,对应下夹送辊4上方设有作为主动辊的上夹送辊5。
16.机架3上端前后侧分别设有压板6,两块压板6的左端与机架3左上端铰接,两块压板6中间位置分别安装有轴承座,上夹送辊5转动安装在这两个轴承座之间,机架3右端固定有与两块压板6各自对应的两个气缸9,气缸9的活塞杆向上与压板6右端活动连接,气缸9驱动压板6绕压板6左端与机架3的铰接点转动,实现上夹送辊5相对于下夹送辊4作相近或相远移动。
17.位于上夹送辊5内侧端的压板6外侧固定一个支架,在支架上固定有马达安装板,马达安装板上安装有液压马达7,液压马达7与上夹送辊5的辊轴传动连接,在压板6右端的下压路径上设有接近开关8,气缸拉动压板6下压过程中触碰接近开关8时,液压马达7启动,带动上夹送辊5旋转,气缸9推动压板6上升远离接近开关8时,液压马达7停止,从而实现液压马达7间歇性驱动上夹送辊5转动的目的。
18.位于出炉辊道1的出料端上方设有信号控制气缸9动作的热检扫描仪10,当钢坯11由出炉辊道1送出时,热检扫描仪10扫描移动的钢坯11,并将信号反馈至棒材生产线的控制系统,控制系统控制气缸9动作而拉动压板6绕其铰接点向下转动,上夹送辊5逐步与下夹送辊4接近,当压板6触碰到接近开关8时,液压马达7启动,带动上夹送辊5旋转,上夹送辊5配合下夹送辊4夹持住钢坯11,此时气缸9停止动作,下夹送辊4受钢坯11向前推进作用跟随转动,从而将钢坯11精准送入一号轧机2内;当钢坯11被咬入一号轧机2三秒钟后,控制系统控制气缸9动作,推动压板6绕其铰接点向上转动,上夹送辊5逐步远离下夹送辊4向上复位,当压板6接触不到接近开关8后,液压马达7停止运转,上夹送辊5停止转动,钢坯11受一号轧机2作用力的作用继续向前进入一号轧机2内,此过程中下夹送辊4一直处于辅助旋转状态,待钢坯11整体通过后,下夹送辊4自行停止转动。
19.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种主动辊间歇性工作的钢坯夹送装置,设置在加热炉的出炉辊道(1)和一号轧机(2)之间,具有机架(3),其特征是:所述的机架(3)下部转动安装有下夹送辊(4),对应下夹送辊(4)上方设有上夹送辊(5),位于上夹送辊(5)两端分别设有推动上夹送辊(5)相对于下夹送辊(4)作相近或相远移动的压板(6),所述的上夹送辊(5)转动安装在两块压板(6)之间,位于上夹送辊(5)一端的压板(6)外侧安装有可间歇驱动上夹送辊(5)转动的液压马达(7),在压板(6)下压路径上设有控制液压马达(7)启停的接近开关(8)。2.如权利要求1所述的主动辊间歇性工作的钢坯夹送装置,其特征是:所述的压板(6)一端与机架(3)前上端铰接,位于压板(6)另一端的机架(3)上安装有气缸(9),所述气缸(9)的活塞杆向上与压板(6)另一端活动连接,气缸(9)驱动压板(6)绕压板(6)一端与机架(3)的铰接点转动而实现上夹送辊(5)相对于下夹送辊(4)作相近或相远移动。3.如权利要求2所述的主动辊间歇性工作的钢坯夹送装置,其特征是:所述的出炉辊道(1)的出料端上方设有信号控制气缸(9)动作的热检扫描仪(10)。
技术总结
本实用新型涉及一种主动辊间歇性工作的钢坯夹送装置,设置在加热炉的出炉辊道和一号轧机之间,具有机架,所述的机架下部转动安装有下夹送辊,对应下夹送辊上方设有上夹送辊,位于上夹送辊两端分别设有推动上夹送辊相对于下夹送辊作相近或相远移动的压板,所述的上夹送辊转动安装在两块压板之间,位于上夹送辊一端的压板外侧安装有可间歇驱动上夹送辊转动的液压马达,在压板下压路径上设有控制液压马达启停的接近开关。本实用新型将上夹送辊作为主动辊,在需要送入钢坯时,上夹送辊下压旋转,将钢坯头部送入轧机后,上夹送辊向上抬起停止转动,由于上夹送辊采用间歇性转动,因而可大幅度减少零部件的磨损及电能消耗,降低生产成本。产成本。产成本。
技术研发人员:夏燕清 刘鹤 赵忍 孙君君 严冉冉 侯昱杰
受保护的技术使用者:中天钢铁集团有限公司
技术研发日:2022.08.17
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1