筒圈定位夹紧设备的制作方法
1.本实用新型涉及洗衣机筒圈焊接辅助设备技术领域,具体为一种筒圈定位夹紧设备。
背景技术:
2.洗衣机筒圈的成形工艺是将薄钢板经过卷圆机卷圆,再将钢板首尾两端焊接到一起的过程。请参阅图1,为了保证焊接后筒圈的质量,焊接之前,要求a(面)、b(面)对缝均匀,缝的各处一样宽,c(面)、d(面)平齐。
3.传统的对缝方式是利用工装夹具手动对缝,工作强度大、工作效率低,采用自动化的方式可以提高生产效率、降低劳动强度和安全风险,目前市面上没有能够完全替代筒圈手动对缝的自动化设备。
4.因此,如何克服上述存在的技术问题和缺陷成为重点需要解决的问题。
技术实现要素:
5.本实用新型的目的在于提供一种筒圈定位夹紧设备,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:筒圈定位夹紧设备,包括设备架、夹持机构、定位机构和对缝机构;
7.所述设备架上设置升降气缸,所述升降气缸的活塞杆端设置对中板。
8.所述夹持机构包括第一机架、上夹持组件和下夹持组件,所述上夹持组件为对称布置在对中板两侧的两组,每组上夹持组件包括支撑板和设置在支撑板上的前夹持单元和后夹持单元,所述前夹持单元和后夹持单元均包括第一伸缩气缸和上夹持气缸,所述第一伸缩气缸的缸体与支撑板铰接,所述上夹持气缸的缸体与第一伸缩气缸的活塞杆铰接,所述上夹持气缸的缸体还固定设置有与支撑板铰接的气缸座,所述下夹持组件包括下夹持气缸,所述下夹持气缸的缸体与第一机架固定连接,所述上夹持气缸和下夹持气缸的活塞杆设置j型夹持部;
9.所述定位机构包括第二机架以及设置在第二机架上的定位块和导向板,所述第二机架与设备架固定连接,所述定位块对称布置两个,所述导向板对称布置两个;
10.所述对缝机构对称设置两套,每套对缝机构均包括多组对缝单元,每组对缝单元均包括连接板、第二伸缩气缸、铰链座和压板,所述连接板与设备架固定连接,所述第二伸缩气缸的缸体与连接板铰接,所述铰链座与第二伸缩气缸的活塞杆铰接,所述铰链座与设备架铰接,所述压板与铰链座固定连接。
11.进一步地,所述导向板的外侧设置弧形导向部。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型公开的筒圈定位夹紧设备,采用自动化设计,可实现洗衣机筒圈料片的a、b面对缝、将c、d面对齐且夹紧的功能,使筒圈对缝效率得以提升。
附图说明
14.图1为现有技术中卷圆后筒圈的结构示意图;
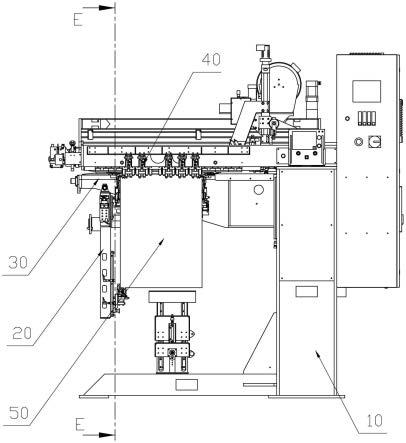
15.图2为本实用新型的结构示意图;
16.图3为图2中e-e方向上的剖视图;
17.图4为本实用新型夹持机构的结构示意图;
18.图5为本实用新型定位机构的结构示意图;
19.图6为本实用新型对缝机构的结构示意图。
20.主要元件符号说明:
21.10-设备架,11-对中板。
22.20-夹持机构,21-第一机架,22-支撑板,23-第一伸缩气缸,24-上夹持气缸,25-气缸座,26-下夹持气缸,27-j型夹持部;
23.30-定位机构,31-第二机架,32-定位块,33-导向板,34-弧形导向部;40-对缝机构,41-连接板,42-第二伸缩气缸,43-铰链座,44-压板。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图2,本实用新型提供一种技术方案:筒圈定位夹紧设备,包括设备架10、夹持机构20、定位机构30和对缝机构40;
26.请参阅图3,设备架10上设置升降气缸(图未示),升降气缸的活塞杆端设置对中板11。
27.请参阅图4,夹持机构20包括第一机架21、上夹持组件和下夹持组件,上夹持组件对称布置两组,每组上夹持组件包括支撑板22和设置在支撑板22上的前夹持单元和后夹持单元,支撑板22与第一机架21固定连接,前夹持单元和后夹持单元均包括第一伸缩气缸23和上夹持气缸24,第一伸缩气缸23的缸体与支撑板22铰接,上夹持气缸24的缸体与第一伸缩气缸23的活塞杆铰接,上夹持气缸24的缸体还固定设置有与支撑板22铰接的气缸座25,下夹持组件包括下夹持气缸26,下夹持气缸26的缸体与第一机架21固定连接,上夹持气缸24和下夹持气缸26的活塞杆均设置j型夹持部27,当四个第一伸缩气缸23拉动四个上夹持气缸24向下移动时,筒圈的a面和b面相互接触。
28.请参阅图5,定位机构30包括第二机架31以及设置在第二机架31上的定位块32和导向板33,第二机架31与设备架10固定连接,定位块32对称布置两个,导向板33对称布置两个,导向板33的外侧设置弧形导向部34。
29.对缝机构40对称设置两套,每套对缝机构均包括五组对缝单元,请参阅图6,每组对缝单元均包括连接板41、第二伸缩气缸42、铰链座43和压板44,连接板41与设备架10固定连接,第二伸缩气缸42的缸体与连接板41铰接,铰链座43与第二伸缩气缸42的活塞杆铰接(具体为枢接,属现有未赘述),铰链座43与设备架10铰接(具体为枢接,属现有未赘述),压板44与铰链座43固定连接。铰链座43与设备架10之间的铰链只可转动不可移动,当第二伸
缩气缸42活塞杆伸出,压板44抬起,第二伸缩气缸42活塞杆缩回,压板44下压。
30.本实用新型的工作原理为:
31.1、夹持机构20中的四个上夹持气缸24和一个下夹持气缸26夹爪气缸分别对卷圆后的筒圈50的五个不同位置进行夹紧;该动作可采用市面上的六轴关节机械手带动夹持机构20移动完成,夹持机构20与机械臂连接,夹紧后的筒圈50在机械臂的带动下进入定位机构30和对缝机构40的间隙,当筒圈50的c、d面分别与两个定位块接触时,机械臂停止动作;
32.2、上夹持组件中的四个第一伸缩气缸23动作,筒圈50的a面与导向板33的弧形部34贴合、筒圈50的b面与另一块导向板33的弧形部34贴合;
33.3、对缝机构40中的十个第二伸缩气缸42动作,压板44下压,将筒圈50的对缝处压紧;
34.4、对中板缩回,为焊枪留出焊接空间;
35.5、焊枪对焊缝进行焊接。
36.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.筒圈定位夹紧设备,其特征在于:包括设备架、夹持机构、定位机构和对缝机构;所述设备架上设置升降气缸,所述升降气缸的活塞杆端设置对中板;所述夹持机构包括第一机架、上夹持组件和下夹持组件,所述上夹持组件为对称布置在对中板两侧的两组,每组上夹持组件包括支撑板和设置在支撑板上的前夹持单元和后夹持单元,所述前夹持单元和后夹持单元均包括第一伸缩气缸和上夹持气缸,所述第一伸缩气缸的缸体与支撑板铰接,所述上夹持气缸的缸体与第一伸缩气缸的活塞杆铰接,所述上夹持气缸的缸体还固定设置有与支撑板铰接的气缸座,所述下夹持组件包括下夹持气缸,所述下夹持气缸的缸体与第一机架固定连接,所述上夹持气缸和下夹持气缸的活塞杆设置j型夹持部;所述定位机构包括第二机架以及设置在第二机架上的定位块和导向板,所述第二机架与设备架固定连接,所述定位块对称布置两个,所述导向板对称布置两个;所述对缝机构对称设置两套,每套对缝机构均包括多组对缝单元,每组对缝单元均包括连接板、第二伸缩气缸、铰链座和压板,所述连接板与设备架固定连接,所述第二伸缩气缸的缸体与连接板铰接,所述铰链座与第二伸缩气缸的活塞杆铰接,所述铰链座与设备架铰接,所述压板与铰链座固定连接。2.根据权利要求1所述的筒圈定位夹紧设备,其特征在于:所述导向板的外侧设置弧形导向部。
技术总结
本实用新型涉及洗衣机筒圈焊接辅助设备技术领域,具体为一种筒圈定位夹紧设备,该设备包括设备架、夹持机构、定位机构和对缝机构;设备架上设置对中板,夹持机构包括第一机架、上夹持组件和下夹持组件,定位机构包括第二机架以及设置在第二机架上的定位块和导向板,所述第二机架与设备架固定连接,所述定位块对称布置两个,分别用于筒圈C面和D面对齐,所述导向板对称布置两个,分别用于筒圈A面和B面对齐;对缝机构对称设置两套,每套对缝机构均包括多组对缝单元。本实用新型采用自动化设计,提升筒圈对缝效率。提升筒圈对缝效率。提升筒圈对缝效率。
技术研发人员:郑宝进 王晓辉 吴少卿 陈玲珑 逄真
受保护的技术使用者:斐科腾智能科技(青岛)有限公司
技术研发日:2022.08.24
技术公布日:2023/2/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1