一种可调节式冷凝器包边模具的制作方法
1.本实用新型涉及模具技术领域,具体为一种可调节式冷凝器包边模具。
背景技术:
2.模具在工业生产上一般用于注塑、吹塑、挤出、压铸等冶炼或冲压等方法得到所需产品的各种模子和工具,模具由各种零件构成,不同的模具由不同的零件构成。
3.模具在使用的领域上也是较为广泛的,其中现有的模具无法根据冷凝器包边模具的不同需求进行调节尺寸,导致不同尺寸的成品都要配备一个模具。
技术实现要素:
4.本实用新型的目的在于提供一种可调节式冷凝器包边模具,以解决上述背景技术中提出现有模具无法根据冷凝器包边模具的不同需求进行调节尺寸,导致不同尺寸的成品都要配备一个模具的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种可调节式冷凝器包边模具,包括上包边冲压模具,所述上包边冲压模具下端活动连接有下包边冲压模具,所述上包边冲压模具和下包边冲压模具之间设有模具条,所述模具条两端均设有包边,所述上包边冲压模具上表面开设有冲头,所述冲头两侧活动连接有火料割片,所述上包边冲压模具下表面设有两个冲头过孔,所述下包边冲压模具上表面开设有开口。
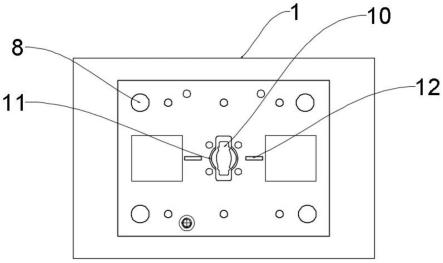
6.通过采用上述技术方案,设置的上包边冲压模具和下包边冲压模具可通过设置的火料割片和冲头过孔对传送中的模具条进行切割,如图1所示火料割片与需要的模具条两侧的形状吻合,因此在由冲头过孔向下切割时可同时切割出两条模具条,如图3所示,其长度可对控制模具活动的控制部件进行设定,同时与模具条原材料的收卷机配合,从而达到可调节的目的。
7.进一步地,所述模具条表面开设有两个凹槽,且分别位于上表面的靠近包边,所述模具条下表面设有两个凸块,两个所述凸块位于凹槽下方。
8.通过采用上述技术方案,模具条的凹槽与冲头过孔相对应,是模具条可以一步完成所有的压型,提高生产效率。
9.进一步地,所述下包边冲压模具上表面开设有两个第三凹槽和第二凹槽,两个所述第三凹槽分别位于开口两侧,两个所述第二凹槽位于开口内两侧,且与火料割片呈对称位置及形状,两个第三凹槽与冲头过孔呈对称位置及形状。
10.通过采用上述技术方案,第三凹槽与冲头过孔对称是便于压型最后的呈型,而第二凹槽位于开口同理。
11.进一步地,所述上包边冲压模具下表面开设有四个卡槽,所述下包边冲压模具上表面设有四个插板,且均与卡槽卡和连接。
12.通过采用上述技术方案,插板使可在操作完成压型的过程中起到限位的作用,避免上包边冲压模具和下包边冲压模具出现位置偏移。
13.与现有技术相比,本实用新型的有益效果是:
14.1、该可调节式冷凝器包边模具,通过上包边冲压模具的火料割片和冲头过孔与下包边冲压模具相配合对传送中的模具条进行切割,由冲头过孔向下切割时可同时切割出两条模具条,如图3所示,其长度可与模具条原材料的收卷机配合,调整模具条通过上包边冲压模具和下包边冲压模具之间的速度,从而达到可调节的目的。
15.2、该可调节式冷凝器包边模具,并且模具条上的凹槽和两侧的包边与冲头过孔和火料割片相对应,是模具条可以一步完成所有的压型,提高生产效率。
附图说明
16.图1为本实用新型的上包边冲压模具结构示意图;
17.图2为本实用新型的下包边冲压模具结构示意图;
18.图3为本实用新型的整体结构示意图;
19.图4为本实用新型的模具条俯视结构示意图;
20.图5为本实用新型的模具条侧面结构示意图。
21.图中:1、上包边冲压模具;2、下包边冲压模具;3、模具条;4、包边;5、凹槽;6、凸块;8、卡槽;9、插板;10、冲头;11、火料割片;12、冲头过孔;13、开口。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
23.请参阅图1-3所示,上包边冲压模具1下端活动连接有下包边冲压模具2,上包边冲压模具1和下包边冲压模具2之间设有模具条3,模具条3两端均设有包边4,上包边冲压模具1上表面开设有冲头10,冲头10两侧活动连接有火料割片11,上包边冲压模具1下表面设有两个冲头过孔12,下包边冲压模具2上表面开设有开口13,下包边冲压模具2上表面开设有两个第三凹槽15和第二凹槽14,两个第三凹槽15分别位于开口13两侧,两个第二凹槽14位于开口13内两侧,且与火料割片11呈对称位置及形状,两个第三凹槽15与冲头过孔12呈对称位置及形状,上包边冲压模具1下表面开设有四个卡槽8,下包边冲压模具2上表面设有四个插板9,且均与卡槽8卡和连接,通过上包边冲压模具1的火料割片11和冲头过孔12与下包边冲压模具2相配合对传送中的模具条3进行切割,由冲头过孔12向下切割时可同时切割出两条模具条3,如图3所示,其长度可与模具条3原材料的收卷机配合,调整模具条3通过上包边冲压模具1和下包边冲压模具2之间的速度,从而达到可调节的目的。
24.请参阅图4和5所示,模具条3表面开设有两个凹槽5,且分别位于上表面的靠近包边4,模具条3下表面设有两个凸块6,两个凸块6位于凹槽5下方,模具条3上的凹槽5和两侧的包边4与冲头过孔12和火料割片11相对应,是模具条3可以一步完成所有的压型,提高生产效率。
25.工作原理:通过控制设备控制收卷机将模具条3传递至上包边冲压模具1和下包边冲压模具2之间,此时上包边冲压模具1在控制设备的作用下使内部的冲头10对模具条3进行切割,如图3所示,而长度可使该组件与收卷模具条3的收卷机相互配合,调整模具条3在
上包边冲压模具1和下包边冲压模具2之间移动的速度来调节,同时在下压成型的同时,上包边冲压模具1表面的两个冲头过孔12分别对模具条3表面进行压型,使模具条3在过程中一次成型,并且为确保上包边冲压模具1和下包边冲压模具2之间的压型不会出现误差,设置了四个插板9从而起到了限位作用。
26.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
技术特征:
1.一种可调节式冷凝器包边模具,包括上包边冲压模具(1),其特征在于:所述上包边冲压模具(1)下端活动连接有下包边冲压模具(2),所述上包边冲压模具(1)和下包边冲压模具(2)之间设有模具条(3),所述模具条(3)两端均设有包边(4),所述上包边冲压模具(1)上表面开设有冲头(10),所述冲头(10)两侧活动连接有火料割片(11),所述上包边冲压模具(1)下表面设有两个冲头过孔(12),所述下包边冲压模具(2)上表面开设有开口(13)。2.根据权利要求1所述的一种可调节式冷凝器包边模具,其特征在于:所述模具条(3)表面开设有两个凹槽(5),且分别位于上表面的靠近包边(4),所述模具条(3)下表面设有两个凸块(6),两个所述凸块(6)位于凹槽(5)下方。3.根据权利要求1所述的一种可调节式冷凝器包边模具,其特征在于:所述下包边冲压模具(2)上表面开设有两个第三凹槽(15)和第二凹槽(14),两个所述第三凹槽(15)分别位于开口(13)两侧,两个所述第二凹槽(14)位于开口(13)内两侧,且与火料割片(11)呈对称位置及形状,两个第三凹槽(15)与冲头过孔(12)呈对称位置及形状。4.根据权利要求1所述的一种可调节式冷凝器包边模具,其特征在于:所述上包边冲压模具(1)下表面开设有四个卡槽(8),所述下包边冲压模具(2)上表面设有四个插板(9),且均与卡槽(8)卡和连接。
技术总结
本实用新型公开了一种可调节式冷凝器包边模具,涉及模具技术领域,为解决现有模具无法根据冷凝器包边模具的不同需求进行调节尺寸,导致不同尺寸的成品都要配备一个模具的问题。上包边冲压模具下端活动连接有下包边冲压模具,上包边冲压模具和下包边冲压模具之间设有模具条,模具条两端均设有包边,上包边冲压模具上表面开设有冲头,冲头两侧活动连接有火料割片,上包边冲压模具下表面设有两个冲头过孔,下包边冲压模具上表面开设有开口。该可调节式冷凝器包边模具,通过上包边冲压模具的火料割片和冲头过孔与下包边冲压模具相配合对传送中的模具条进行切割,其长度可与模具条原材料的收卷机配合,从而达到可调节的目的。从而达到可调节的目的。从而达到可调节的目的。
技术研发人员:何衍江 陈荣刚
受保护的技术使用者:南京环驰汽车科技有限公司
技术研发日:2022.08.26
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1