一种粉末冶金注射成型金属件半自动整形治具的制作方法
1.本实用新型涉及整形治具技术领域,尤其涉及一种粉末冶金注射成型金属件半自动整形治具。
背景技术:
2.金属粉末注射成型技术能够成型出结构复杂的三维零部件,相比于传统粉末冶金技术其生产周期短、成本低、效率高、产品性能稳定、能够进行批量生产,因此该技术被誉为“当今最热门的零部件成型技术”,被广泛应用于航空航天、医疗器械、智能穿戴、机械行业、汽车行业等领域。虽然金属粉末注射成型技术能够成型出复杂结构的三维零部件,但是由于生坯中含有高分子聚合物会在脱脂与烧结过程中分解掉,此时零部件尺寸会出现收缩,烧结制程得到的零件难免会在形状与尺寸存在一定的偏差,故为使存在形状与尺寸偏差的零件达到设计标准,需对其进行整形处理。而目前市场上的全自动与半自动整形治具价格较高、结构复杂、操作繁琐、维修保养较为麻烦。
3.故现阶段设计一款结构简单、组装容易、维修保养方便、成本低、整形出的产品形状与尺寸的一致性高、能同时整形多个样品的不同部位,提高了整形效率,且对员工的操作性要求低的半自动整形治具显得格外重要。为此,我们提出了一种粉末冶金注射成型金属件半自动整形治具。
技术实现要素:
4.本实用新型的目的在于提供一种粉末冶金注射成型金属件半自动整形治具,以克服现有技术中存在的技术问题。
5.为实现上述技术目的,达到上述技术效果,本实用新型提供如下技术方案:
6.一种粉末冶金注射成型金属件半自动整形治具,包括治具底板,所述治具底板的顶部连接有下模座,所述下模座的顶部中心开设有容置槽,所述容置槽内插接有模芯,所述模芯的顶部开设有型腔,所述下模座的上方设有上压板,所述上压板的顶部连接有上模板,所述上模板的顶部连接有治具顶板。
7.优选的,一种粉末冶金注射成型金属件半自动整形治具中,所述上模板中开设有多个装配口,所述装配口中连接有压块,所述上压板中开设有多个限位孔,所述压块下端伸出限位孔。
8.优选的,一种粉末冶金注射成型金属件半自动整形治具中,所述型腔沿前后方向平行设置有两组,每组所述型腔内设有四个整形工位,所述整形工位位于限位孔的正下方。
9.优选的,一种粉末冶金注射成型金属件半自动整形治具中,所述模芯的前端连接有手柄,所述容置槽的前端开设有供手柄穿过的让位口。
10.优选的,一种粉末冶金注射成型金属件半自动整形治具中,所述治具顶板的底部连接有四个导向柱,所述导向柱贯穿上压板与上模板,所述下模座的顶部开设有导向孔,所述导向孔与导向柱共轴心线设置。
11.优选的,一种粉末冶金注射成型金属件半自动整形治具中,所述压块的底部设有压型面。
12.本实用新型的有益效果是:
13.本实用新型结构设计合理,治具结构简单、维修保养容易、价格低廉、能同时整形多个产品的不同部位,提高了整形效率,也使得整形出的产品在形状与尺寸上的一致性较高。另外,此治具对员工的操作性要求低、治具的功能性较强、降低了生产成本及减弱了人工的疲劳强度、适合进行大范围实操。
附图说明
14.为了更清楚地说明本实用新型的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
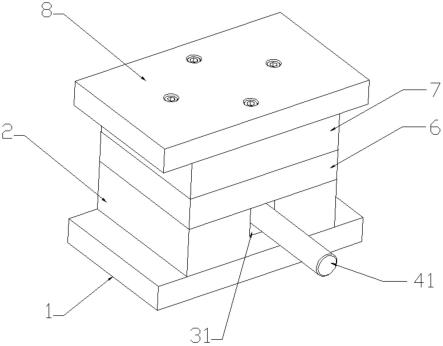
15.图1为本实用新型的整体结构示意图;
16.图2为本实用新型中下模座的结构示意图;
17.图3为本实用新型中模芯的结构示意图;
18.图4为本实用新型中上压板的结构示意图;
19.图5为本实用新型中上模板的结构示意图。
20.图中:1、治具底板;2、下模座;3、容置槽;4、模芯;5、型腔;6、上压板;7、上模板;8、治具顶板;9、装配口;10、压块;11、限位孔;21、导向孔;31、让位口;41、手柄;81、导向柱。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
22.请参阅图1-5所示,本实施例为一种粉末冶金注射成型金属件半自动整形治具,包括治具底板1,治具底板1的顶部连接有下模座2,下模座2的顶部中心开设有容置槽3,容置槽3内插接有模芯4,模芯4的顶部开设有型腔5,下模座2的上方设有上压板6,上压板6的顶部连接有上模板7,上模板7的顶部连接有治具顶板8。
23.上模板7中开设有多个装配口9,装配口9中连接有压块10,上压板6中开设有多个限位孔11,压块10下端伸出限位孔11。
24.型腔5沿前后方向平行设置有两组,每组型腔5内设有四个整形工位,整形工位位于限位孔11的正下方,提高单次加工工件数量,有利于提高工作效率。
25.模芯4的前端连接有手柄41,容置槽3的前端开设有供手柄41穿过的让位口31,便于操作人员取放。
26.治具顶板8的底部连接有四个导向柱81,导向柱81贯穿上压板6与上模板7,下模座2的顶部开设有导向孔21,导向孔21与导向柱81共轴心线设置,保障压块10竖直升降。
27.压块10的底部设有压型面,便于对工件进行整形。
28.本实用新型的具体实施方式为:
29.本整形治具在使用时,首先,确认需整形零件的尺寸与设计标准尺寸相差多少,根据相差的尺寸来确定整形填充部件的大小,其次,确认整形部位的复杂程度以便设计合适形状的整形填充部件,最后,将需整形的金属件放置在带有手柄41的模芯4中,接着将模芯4放入下模座2的容置槽3中,当上下模合并后为确保整形效果最佳应当保模10秒,当保模结束后上下模会分开,此时再将带有整形后的金属件的治具取出。再将整形后的金属件送往测量室测量尺寸,看其整形后的形状与尺寸是否已达到设计标准要求,经检测发现经过此半自动整形治具整形后的金属件形状与尺寸合格率接近100%,且效率较高。
30.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
31.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
技术特征:
1.一种粉末冶金注射成型金属件半自动整形治具,包括治具底板(1),其特征在于:所述治具底板(1)的顶部连接有下模座(2),所述下模座(2)的顶部中心开设有容置槽(3),所述容置槽(3)内插接有模芯(4),所述模芯(4)的顶部开设有型腔(5),所述下模座(2)的上方设有上压板(6),所述上压板(6)的顶部连接有上模板(7),所述上模板(7)的顶部连接有治具顶板(8)。2.根据权利要求1所述的一种粉末冶金注射成型金属件半自动整形治具,其特征在于:所述上模板(7)中开设有多个装配口(9),所述装配口(9)中连接有压块(10),所述上压板(6)中开设有多个限位孔(11),所述压块(10)下端伸出限位孔(11)。3.根据权利要求2所述的一种粉末冶金注射成型金属件半自动整形治具,其特征在于:所述型腔(5)沿前后方向平行设置有两组,每组所述型腔(5)内设有四个整形工位,所述整形工位位于限位孔(11)的正下方。4.根据权利要求1所述的一种粉末冶金注射成型金属件半自动整形治具,其特征在于:所述模芯(4)的前端连接有手柄(41),所述容置槽(3)的前端开设有供手柄(41)穿过的让位口(31)。5.根据权利要求1所述的一种粉末冶金注射成型金属件半自动整形治具,其特征在于:所述治具顶板(8)的底部连接有四个导向柱(81),所述导向柱(81)贯穿上压板(6)与上模板(7),所述下模座(2)的顶部开设有导向孔(21),所述导向孔(21)与导向柱(81)共轴心线设置。6.根据权利要求2所述的一种粉末冶金注射成型金属件半自动整形治具,其特征在于:所述压块(10)的底部设有压型面。
技术总结
本实用新型公布了一种粉末冶金注射成型金属件半自动整形治具,包括治具底板,所述治具底板的顶部连接有下模座,所述下模座的顶部中心开设有容置槽,所述容置槽内插接有模芯,所述模芯的顶部开设有型腔,所述下模座的上方设有上压板,所述上压板的顶部连接有上模板,所述上模板的顶部连接有治具顶板;本实用新型结构设计合理,提高了整形效率,也使得整形出的产品在形状与尺寸上的一致性较高。的产品在形状与尺寸上的一致性较高。的产品在形状与尺寸上的一致性较高。
技术研发人员:操道垒 骆接文 叶伟平 颜波 黄根华
受保护的技术使用者:广东大宏新材料有限公司
技术研发日:2022.09.02
技术公布日:2022/11/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1