一种后装压缩车填料器工装的制作方法
1.本实用新型属于垃圾车填料器拼焊技术领域,具体涉及一种后装压缩车填料器工装。
背景技术:
2.在后装压缩车的垃圾填料器拼焊过程中,需要保证组合后的填料器两端油缸的同轴度,从而保证两端油缸能同步运动。现有技术中,用于填料器拼焊的工作夹具,存在着两个问题:一是无法满足在拼装中的同轴度要求;二是对于同类型不同规格下的产品,需要使用多种工装完成,从而增加工装储存空间和维护成本。
技术实现要素:
3.本实用新型拟提供一种后装压缩车填料器工装,不仅能满足填料器两端油缸的同轴度要求,还能实现一套工装适配同类型多种规格的使用。
4.为此,本实用新型所采用的技术方案为:一种后装压缩车填料器工装,包括设置为矩形框架的底座,所述底座的左右两侧均竖直设置有侧板,每块侧板上前后间隔设置有能插入到填料器内实现定位的定位销,所述底座的左侧面、右侧面和后侧面均水平向外延伸设置有连接杆,且每个方向上的连接杆至少设置有一个,所述连接杆上设置有能将放置在侧板上的填料器抵紧的抵紧组件。
5.作为上述方案中的优选,所述抵紧组件包括竖直设置在连接杆上的抵紧座,所述抵紧座的上端螺接有抵紧块,所述抵紧块上设置有用于与填料器接触的垫块,所述抵紧块上远离垫块的一端设置有能带动抵紧块靠近或远离填料器的转动手柄。
6.进一步优选,所述定位销与侧板之间设置有方便定位销安装的定位套。
7.进一步优选,所述底座上设置用于吊装整个夹具的吊装块。
8.进一步优选,所述底座内前后间隔设置加强板,且加强板的上端延伸到两块侧板之间。
9.进一步优选,两个侧板的左右外侧面上间隔设置有至少两个定位板。
10.本实用新型的有益效果:在填料器拼焊过程中,通过定位销定位填料器两端油缸安装位置处的通孔,从而能满足填料器两端油缸的同轴度要求;通过改变连接杆的长度、定位销的长度和与填料器配合处的直径,从而能适配同类型不同规格产品的共用,即保障产品的互换性和一致性,同时还减少工装存储空间和维护成本。
附图说明
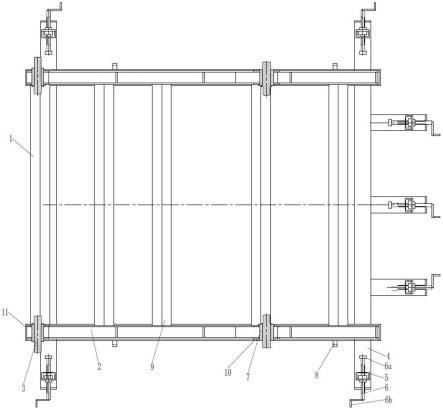
11.图1为本实用新型的俯视图。
12.图2为本实用新型的主视图。
13.图3为本实用新型的侧视图。
具体实施方式
14.下面通过实施例并结合附图,对本实用新型作进一步说明:
15.如图1-图3所示,一种后装压缩车填料器工装,主要由底座1、侧板2、定位销3、连接杆4和抵紧组件组成,其中底座1设置为由四根矩形管焊接形成的矩形框架,且前后两侧的矩形管焊接在左右两侧的矩形管之间,同时在左右两侧矩形管的前后两端均设置有能盖住矩形管的方盖11。
16.在底座1左右两侧矩形管上均竖直设置有侧板2,每块侧板2上前后间隔设置有能插入到填料器内实现定位的定位销3,其中一个定位销设置在侧板的前端,在侧板的中部设置有斜向向后上方延伸的定位销块,另一个定位销设置在定位销块的端部,侧板上位于第一定位销和定位销块根部之间的位置处用于向上支撑填料器的前支撑横梁,侧板上位于定位销块根部后侧的位置用于支撑填料器的r板,且侧板前端用于安装定位销的位置处高于后侧紧邻前端安装定位销的位置处,从而使得侧板前端对填料器的前端的限位。
17.为实现填料器安装后的夹紧,在底座1的左侧面、右侧面和后侧面均水平向外延伸设置有连接杆4,且每个方向上的连接杆4至少设置有一个,同时在连接杆4上设置有能将放置在侧板2上的填料器抵紧的抵紧组件。在本实施例中,在底座1的左侧面、右侧面上设置有两个抵紧组件,且左侧面和右侧面上的抵紧组件左右相对设置,在底座1的后侧面上间隔设置有三个抵紧组件。通过侧板的设置和抵紧组件的设置,将填料器的6个自由度进行限制,从而保证填料器在拼焊过程中不会出现移动,进而提高两端油缸安装位置精度,保证同轴度及互换性,确保油缸工作过程顺畅、同步。
18.抵紧组件的具体结构包括竖直设置在连接杆4上的抵紧座5,在抵紧座5的上端螺接有抵紧块6,为保护填料器,在抵紧块6上设置有用于与填料器接触的垫块6a,抵紧块6上远离垫块6a的一端设置有能带动抵紧块6靠近或远离填料器的转动手柄6b,通过转动转动手柄,能改变垫块6a与填料器之间的距离,从而实现填料器的安装和抵紧。
19.为方便定位销的更换,在定位销3与侧板2之间设置有方便定位销3安装的定位套7。由于设置有定位套后,安装时填料器的左右侧板总成与工装的侧板之间有一定距离,为保证焊接时不会出现变形,在两个侧板2的左右外侧面上间隔设置有至少两个用于支撑填料器的左右侧板总成的定位板10。
20.为方便焊接完成后将工装移开,在底座1上设置用于吊装整个夹具的吊装块8。
21.为保证工装的强度,在底座1内前后间隔设置左右延伸的加强板9,且加强板9的上端延伸到两块侧板2之间,最好是,加强板9的上端与对应位置处侧板的高度齐平。
技术特征:
1.一种后装压缩车填料器工装,其特征在于:包括设置为矩形框架的底座(1),所述底座(1)的左右两侧均竖直设置有侧板(2),每块侧板(2)上前后间隔设置有能插入到填料器内实现定位的定位销(3),所述底座(1)的左侧面、右侧面和后侧面均水平向外延伸设置有连接杆(4),且每个方向上的连接杆(4)至少设置有一个,所述连接杆(4)上设置有能将放置在侧板(2)上的填料器抵紧的抵紧组件。2.根据权利要求1中所述的后装压缩车填料器工装,其特征在于:所述抵紧组件包括竖直设置在连接杆(4)上的抵紧座(5),所述抵紧座(5)的上端螺接有抵紧块(6),所述抵紧块(6)上设置有用于与填料器接触的垫块(6a),所述抵紧块(6)上远离垫块(6a)的一端设置有能带动抵紧块(6)靠近或远离填料器的转动手柄(6b)。3.根据权利要求1中所述的后装压缩车填料器工装,其特征在于:所述定位销(3)与侧板(2)之间设置有方便定位销(3)安装的定位套(7)。4.根据权利要求1中所述的后装压缩车填料器工装,其特征在于:所述底座(1)上设置用于吊装整个夹具的吊装块(8)。5.根据权利要求1中所述的后装压缩车填料器工装,其特征在于:所述底座(1)内前后间隔设置加强板(9),且加强板(9)的上端延伸到两块侧板(2)之间。6.根据权利要求1中所述的后装压缩车填料器工装,其特征在于:两个侧板(2)的左右外侧面上间隔设置有至少两个定位板(10)。
技术总结
本实用新型公开了一种后装压缩车填料器工装,包括设置为矩形框架的底座,所述底座的左右两侧均竖直设置有侧板,每块侧板上前后间隔设置有能插入到填料器内实现定位的定位销,所述底座的左侧面、右侧面和后侧面均水平向外延伸设置有连接杆,且每个方向上的连接杆至少设置有一个,所述连接杆上设置有能将放置在侧板上的填料器抵紧的抵紧组件。在填料器拼焊过程中,通过定位销定位填料器两端油缸安装位置处的通孔,从而能满足填料器两端油缸的同轴度要求;通过改变连接杆的长度、定位销的长度和与填料器配合出的直径,从而能适配同类型不同规格产品的共用,即保障产品的互换性和一致性,同时还减少工装存储空间和维护成本。同时还减少工装存储空间和维护成本。同时还减少工装存储空间和维护成本。
技术研发人员:蒋达凯 肖正奎 徐杨
受保护的技术使用者:重庆凯瑞特种车有限公司
技术研发日:2022.09.06
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1