一种高精密零件的自动化加工装置的制作方法
1.本实用新型涉及一种高精密零件的自动化加工装置,具体地说是一种在工件进行钻孔加工中能够对进行上下料的机械装置。
背景技术:
2.目前市面上可对小型的零件进行钻孔作业的设备有数控机床、立式铣床或和台式钻床等,数控机床、立式铣床或和台式钻床都有各自的优缺点,在加工不同工艺参数的孔时,可选择不同的设备,以保证加工的效率,而需要高效的加工零件不仅需要高效的设备也需要合适的工装夹具,目前的工装夹具无法在加工过程中进行上下料,在完成装夹后需要对工件重新对刀定位,导致工作效率降低。
技术实现要素:
3.本实用新型的目的是解决以上缺陷,提供一种高精密零件的自动化加工装置,以解决上述背景技术中提到的问题。
4.本实用新型的目的是通过以下方式实现的:
5.一种高精密零件的自动化加工装置,包括固定底座、上料组件和钻孔组件,钻孔组件安装在固定底座的一侧,上料组件包括电控旋转工作台和若干个固定夹具,电控旋转工作台安装在固定底座上,若干个固定夹具环形阵列于电控旋转工作台的上端,固定夹具包括真空吸盘和两个限位自锁螺杆,真空吸盘安装在电控旋转工作台上,两个限位自锁螺杆通过l形支撑架安装于真空吸盘的上端,限位自锁螺杆的一端设有磁吸限位块。
6.上述说明中进一步的,限位自锁螺杆的两侧均可移动地设置有限位导块,限位导块的一端安装有用于与磁吸限位块进行贴合的矩形限位块,矩形限位块用于适配大型的工件。
7.上述说明中进一步的,矩形限位块通过螺丝与限位导块进行配合,可拆卸的设置可适用于不同工件的加工。
8.上述说明中进一步的,真空吸盘的一侧设置有气阀开关。
9.上述说明中进一步的,限位自锁螺杆远离磁吸限位块的一端设置有旋转把手,以便于旋转限位自锁螺杆。
10.上述说明中进一步的,真空吸盘的下端设置有用于固定的定位孔,可便于固定真空吸盘。
11.本实用新型的有益效果:当钻孔组件在对工件进行钻孔作业时,其他的固定夹具可进行上下料,当钻孔组件完成工件的钻孔作业时,通过电控旋转工作台将下一个已装夹工件的固定夹具送至钻孔组件的下方,以降低钻孔组件的停滞时间,增加工作效率,当需要对一款工件进行批量的钻孔作业时,可先通过两个限位自锁螺杆分别与工件的两侧进行贴合定位,后通过真空吸盘将工件进行固定,而后续需加工的同款工件可直接通过两个已调整的限位自锁螺杆进行贴合定位,以减少装配定位的时间,磁吸限位块可吸附由受磁金属
构成的工件,通过吸附的紧密配合,可保证孔的位置精度。
附图说明
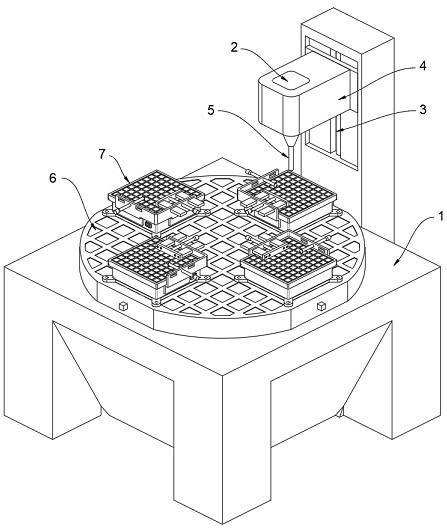
12.图1为本实用新型一种高精密零件的自动化加工装置的立体图;
13.图2为本实用新型一种高精密零件的自动化加工装置中固定夹具的第一视角立体图;
14.图3为本实用新型一种高精密零件的自动化加工装置中固定夹具的第二视角立体图;
15.图4为本实用新型一种高精密零件的自动化加工装置中矩形限位块的拆解示意图;
16.图中附图标记分别为:1-固定底座,2-旋转电机,3-电控丝杆,4-移动导块,5-钻孔刀具,6-电控旋转工作台,7-固定夹具,8-限位导块,9-限位自锁螺杆,901-磁吸限位块,10-真空吸盘,1001-定位孔,11-矩形限位块,12-l形支撑架,13-螺丝,14-气阀开关,15-旋转把手。
具体实施方式
17.下面结合附图与具体实施方式对本实用新型作进一步详细描述。
18.本实施例,参照图1-图4,其具体实施的一种高精密零件的自动化加工装置,包括固定底座1、上料组件和钻孔组件,钻孔组件安装在固定底座1的一侧,钻孔组件包括有旋转电机2和电控丝杆3,旋转电机2通过移动导块4安装在电控丝杆3上,旋转电机2上安装有钻孔刀具5,上料组件包括电控旋转工作台6和四个固定夹具7,电控旋转工作台6安装在固定底座1上,四个固定夹具7环形阵列于电控旋转工作台6的上端,固定夹具7包括真空吸盘10和两个限位自锁螺杆9,真空吸盘10安装在电控旋转工作台6上,两个限位自锁螺杆9通过l形支撑架12安装于真空吸盘10的上端,限位自锁螺杆9的一端设有磁吸限位块901。
19.当钻孔组件在对工件进行钻孔作业时,其他的固定夹具7可进行上下料,当钻孔组件完成工件的钻孔作业时,通过电控旋转工作台6将下一个已装夹工件的固定夹具7送至钻孔组件的下方,以降低钻孔组件的停滞时间,增加工作效率,当需要对一款工件进行批量的钻孔作业时,可先通过两个限位自锁螺杆9分别与工件的两侧进行贴合定位,后通过真空吸盘10将工件进行固定,而后续需加工的同款工件可直接通过两个已调整的限位自锁螺杆9进行贴合定位,以减少装配定位的时间,磁吸限位块901可吸附由受磁金属构成的工件,通过吸附的紧密配合,可保证孔的位置精度。
20.限位自锁螺杆9的两侧均可移动地设置有限位导块8,限位导块8的一端安装有用于与磁吸限位块901进行贴合的矩形限位块11,矩形限位块11用于适配大型的工件,矩形限位块11通过螺丝13与限位导块8进行配合,可拆卸的设置可适用于不同大小工件的加工,真空吸盘10的一侧设置有气阀开关14,限位自锁螺杆9远离磁吸限位块901的一端设置有旋转把手15,以便于旋转限位自锁螺杆9,真空吸盘10的下端设置有用于固定的定位孔1001,可便于固定真空吸盘10。
21.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本
专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
技术特征:
1.一种高精密零件的自动化加工装置,包括固定底座、上料组件和钻孔组件,钻孔组件安装在固定底座的一侧,其特征在于:所述上料组件包括电控旋转工作台和若干个固定夹具,电控旋转工作台安装在固定底座上,若干个固定夹具环形阵列于电控旋转工作台的上端,固定夹具包括真空吸盘和两个限位自锁螺杆,真空吸盘安装在电控旋转工作台上,两个限位自锁螺杆通过l形支撑架安装于真空吸盘的上端,限位自锁螺杆的一端设有磁吸限位块。2.根据权利要求1所述一种高精密零件的自动化加工装置,其特征在于:所述限位自锁螺杆的两侧均可移动地设置有限位导块,限位导块的一端安装有用于与磁吸限位块进行贴合的矩形限位块。3.根据权利要求2所述一种高精密零件的自动化加工装置,其特征在于:所述矩形限位块通过螺丝与限位导块进行配合。4.根据权利要求1所述一种高精密零件的自动化加工装置,其特征在于:所述真空吸盘的一侧设置有气阀开关。5.根据权利要求1所述一种高精密零件的自动化加工装置,其特征在于:所述限位自锁螺杆远离磁吸限位块的一端设置有旋转把手。6.根据权利要求1所述一种高精密零件的自动化加工装置,其特征在于:所述真空吸盘的下端设置有用于固定的定位孔。
技术总结
本实用新型公开一种高精密零件的自动化加工装置,包括固定底座、上料组件和钻孔组件,当钻孔组件在对工件进行钻孔作业时,其他的固定夹具可进行上下料,当钻孔组件完成工件的钻孔作业时,通过电控旋转工作台将下一个已装夹工件的固定夹具送至钻孔组件的下方,以降低钻孔组件的停滞时间,增加工作效率,当需要对一款工件进行批量的钻孔作业时,可先通过两个限位自锁螺杆分别与工件的两侧进行贴合定位,后通过真空吸盘将工件进行固定,而后续需加工的同款工件可直接通过两个已调整的限位自锁螺杆进行贴合定位,以减少装配定位的时间,磁吸限位块可吸附由受磁金属构成的工件,通过吸附的紧密配合,可保证孔的位置精度。可保证孔的位置精度。可保证孔的位置精度。
技术研发人员:刘耀荣
受保护的技术使用者:深圳市纬博通科技有限公司
技术研发日:2022.09.08
技术公布日:2022/12/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1