电磁阀控制的换压装置的制作方法
本技术涉及机床加工,特别涉及一种电磁阀控制的换压装置。
背景技术:
1、目前,在cnc(computerized numerical control的缩写,一种装有程序控制系统的自动化机床,也叫数控机床、数控车床等)加工过程中,往往因为零件结构加工的需要而采用压板换压的方式来完成产品整体或某一工序的加工。
2、如今普遍采用的方案是在加工程序里面设置m00指令去暂停机台,接着由操作人员手动去更换压板的位置来实现零件的加工,这种装夹方式的缺点在于装夹效率低,而且每次压板的位置和锁压板的力度很难保证一致。在操作的过程中,如果压板没有按照夹具设计要求以合理的力度去将压板放在指定的位置时,那么这样压板和零件的装夹方式就是不合理的装夹,这样既容易造成因操作人员力度控制不合理而导致零件表面的压伤,也容易因为压板位置的不合理导致在加工过程中有可能引起的压板干涉刀具加工的情况出现,从而造成装夹失效,最终也容易造成严重的产品质量事故和生产安全事故。
3、另外,在装夹的过程中,很大程度上依赖操作员的态度以及工作的规范性,如果稍有倦怠,会影响产品加工的稳定性,为此需要设计出一种自动调整角度和力度的换夹装夹方式去保证压板夹紧力的大小和一致性。
技术实现思路
1、本实用新型的主要目的是克服上述装夹的缺陷,提出一种省时省力的电磁阀控制的换压装置,可以降低辅助准备时间,提高工件定位夹紧和调整装卸的效率,同时提高装夹的可靠性。
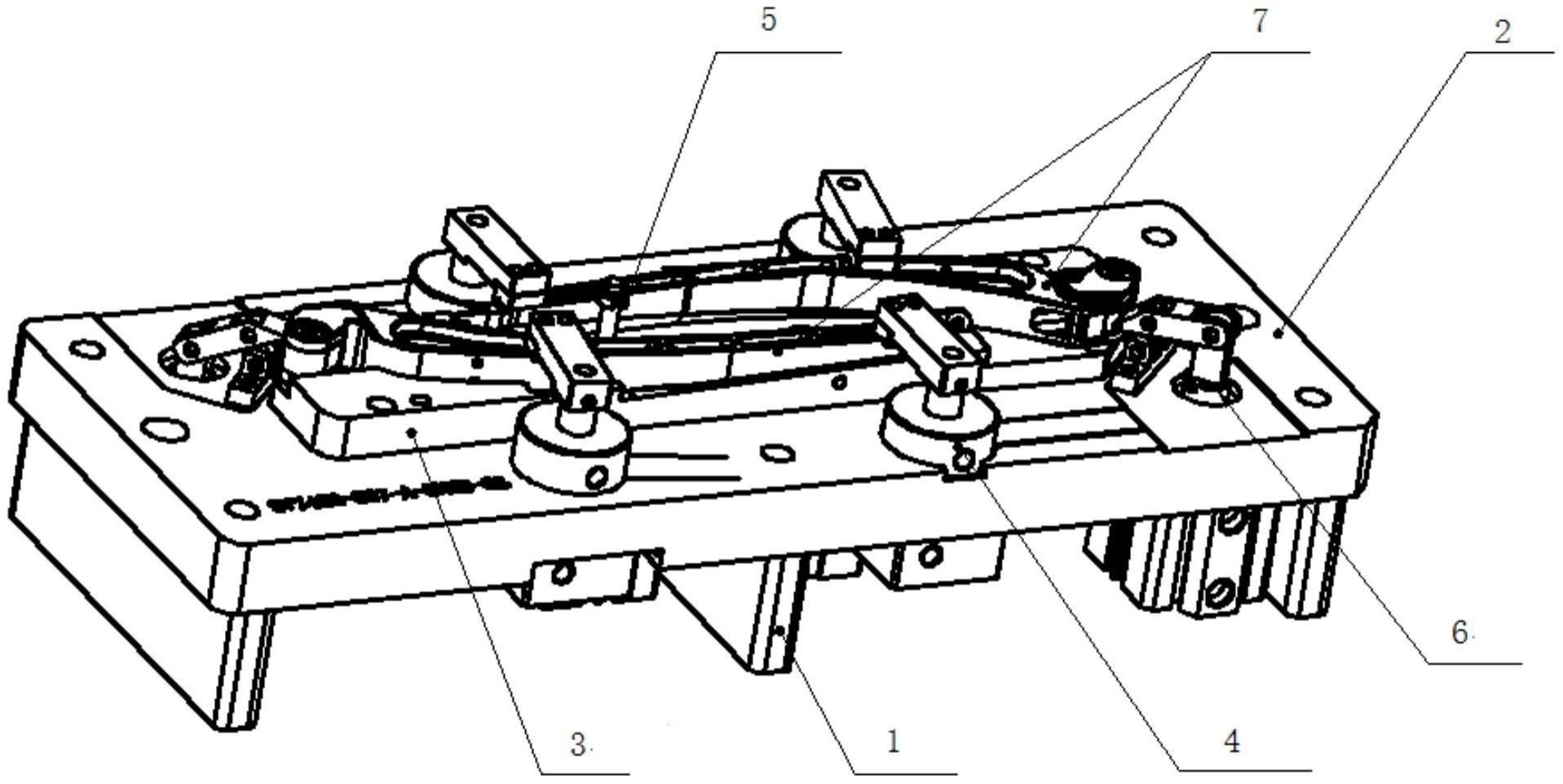
2、为实现上述目的,本实用新型提出一种电磁阀控制的换压装置,所述换压装置包括:固定在机台上的支撑底座,安装在所述支撑底座上的转角气缸压板装置、薄型气缸拉杆装置、薄型气缸压板装置,所述转角气缸压板装置、薄型气缸拉杆装置、薄型气缸压板装置与所述机台内的电磁阀驱动连接,所述支撑底座上还安装有用于放置零件样板的定位块。
3、其中,所述薄型气缸拉杆装置和薄型气缸压板装置受所述电磁阀驱动向下运动,压紧所述零件样板的中间和左右区域,以加工所述零件样板的前后特征;待加工完零件样板前后的特征后,所述转角气缸压板装置受所述电磁阀驱动做转向90度下压动作,压紧所述零件样板的前后区域,以加工所述零件样板的中间和左右特征;待加工完成本工序所有特征后,所述现转角气缸压板装置以及薄型气缸拉杆装置和薄型气缸压板装置受所述电磁阀驱动做反向运动,松开所述零件样板。
4、其中,所述转角气缸压板装置包括:转角气缸、上压板和下压板,通过螺丝组合将所述转角气缸和上压板以及下压板组装一起,所述转角气缸设有第一进气口和第二进气口,转角气缸的第一进气口进气,所述转角气缸带动上压板和下压板做旋转90°下压动作;转角气缸的第二进气口进气,所述转角气缸带动上压板和下压板做旋转90°上升动作。
5、其中,所述薄型气缸拉杆装置包括:薄型气缸、套设在所述薄型气缸上的拉杆,以及设置在所述拉杆端部的拉杆扣件,所述薄型气缸设有第一进气口和第二进气口,其中,所述薄型气缸的第一进气口进气,薄型气缸带动拉杆和拉杆扣件做上升动作,所述转角气缸的第二进气口进气,薄型气缸带动拉杆和拉杆扣件做下降动作。
6、其中,所述薄型气缸压板装置包括:薄型气缸、转换螺杆、底座、连接杆、压板,所述转换螺杆连接所述薄型气缸和压板,所述连接杆连接所述压板和底座,所述薄型气缸设有第一进气口和第二进气口,其中,所述薄型气缸的第一进气口进气,所述薄型气缸带动所述转换螺杆,并通过所述连接杆的转换使压板做向下运动,所述薄型气缸的第二进气口进气,所述薄型气缸带动所述转换螺杆,并通过所述连接杆的转换使所述压板做向上运动。
7、其中,所述电磁阀安装在机台的伺服plc系统中,其中,通过plc模块控制电磁阀的开关。
8、其中,所述支撑底座包括:支撑块,设置在所述支撑块上的底座连接板,所述支撑块固定在所述机台上。
9、本实用新型技术方案提出的电磁阀控制的换压装置,主要结构包括:支撑块、底座连接板、定位块、转角气缸压板装置、薄型气缸拉杆装置、薄型气缸压板装置、零件样板;安装方法是先通过定位销钉和杯头螺丝将上述各结构件有序的组装在一起,再通过气管将各转角气缸和薄型气缸进行连接来进行气压的输入和输出,最后通过cnc机床自带的电磁阀装置来控制气缸按预计设想而完成的有序动作;本实用新型提出的电磁阀控制的换压装置,省时省力,通过这种压紧结构,可以降低辅助准备时间,提高工件定位夹紧和调整装卸的效率,同时提高装夹的可靠性。而且实用范围广,对于需要换压的产品有比较好的效果。
技术特征:
1.一种电磁阀控制的换压装置,其特征在于,所述换压装置包括:固定在机台上的支撑底座,安装在所述支撑底座上的转角气缸压板装置、薄型气缸拉杆装置、薄型气缸压板装置,所述转角气缸压板装置、薄型气缸拉杆装置、薄型气缸压板装置与所述机台内的电磁阀驱动连接,所述支撑底座上还安装有用于放置零件样板的定位块。
2.根据权利要求1所述的电磁阀控制的换压装置,其特征在于,所述转角气缸压板装置包括:转角气缸、上压板和下压板,通过螺丝组合将所述转角气缸和上压板以及下压板组装一起,所述转角气缸设有第一进气口和第二进气口,转角气缸的第一进气口进气,所述转角气缸带动上压板和下压板做旋转90°下压动作;转角气缸的第二进气口进气,所述转角气缸带动上压板和下压板做旋转90°上升动作。
3.根据权利要求1所述的电磁阀控制的换压装置,其特征在于,所述薄型气缸拉杆装置包括:薄型气缸、套设在所述薄型气缸上的拉杆,以及设置在所述拉杆端部的拉杆扣件,所述薄型气缸设有第一进气口和第二进气口,其中,所述薄型气缸的第一进气口进气,薄型气缸带动拉杆和拉杆扣件做上升动作,所述转角气缸的第二进气口进气,薄型气缸带动拉杆和拉杆扣件做下降动作。
4.根据权利要求1所述的电磁阀控制的换压装置,其特征在于,所述薄型气缸压板装置包括:薄型气缸、转换螺杆、底座、连接杆、压板,所述转换螺杆连接所述薄型气缸和压板,所述连接杆连接所述压板和底座,所述薄型气缸设有第一进气口和第二进气口,其中,所述薄型气缸的第一进气口进气,所述薄型气缸带动所述转换螺杆,并通过所述连接杆的转换使压板做向下运动,所述薄型气缸的第二进气口进气,所述薄型气缸带动所述转换螺杆,并通过所述连接杆的转换使所述压板做向上运动。
5.根据权利要求1所述的电磁阀控制的换压装置,其特征在于,所述电磁阀安装在机台的伺服plc系统中,其中,通过plc模块控制电磁阀的开关。
6.根据权利要求1所述的电磁阀控制的换压装置,其特征在于,所述支撑底座包括:支撑块,设置在所述支撑块上的底座连接板,所述支撑块固定在所述机台上。
技术总结
本技术公开一种电磁阀控制的换压装置,包括:支撑块、底座连接板、定位块、转角气缸压板装置、薄型气缸拉杆装置、薄型气缸压板装置、零件样板;安装方法是先通过定位销钉和杯头螺丝将上述各结构件有序的组装在一起,再通过气管将各转角气缸和薄型气缸进行连接来进行气压的输入和输出,最后通过CNC机床自带的电磁阀装置来控制气缸按预计设想而完成的有序动作;本技术提出的电磁阀控制的换压装置,省时省力,通过这种压紧结构,可以降低辅助准备时间,提高工件定位夹紧和调整装卸的效率,同时提高装夹的可靠性。而且实用范围广,对于需要换压的产品有比较好的效果。
技术研发人员:林承浩,杨武,李升明,丁文勇
受保护的技术使用者:深圳市晋铭航空技术有限公司
技术研发日:20220905
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!