一种快速实现CCGA器件焊盘残留焊柱及焊锡清除的辅助工装的制作方法
一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装
技术领域
1.本实用新型涉及焊锡残留清除技术领域,具体为一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装。
背景技术:
2.机载电子产品具有小品量、多品种、价值高、工作可靠性高等属性,随着电子产品向着多功能、高可靠方向发展,陶瓷柱栅阵列(ccga)封装器件被广泛运用于武器装备和航空航天电子产品。对于价值较高的机载电子产品,故障模块的维修经常遇到,ccga类封装器件电路板故障模式中多数为焊点失效的焊接问题,需要通过重新焊接完成故障排除,在重新焊接工艺过程中,拆除的ccga器件焊盘清理对维修工艺要求较高,操作不当极易造成焊盘受损进而导致器件报废。
3.ccga器件焊点由高温合金90pb10sn焊柱及60sn37pb共晶焊料组成,前者焊料熔点高于300℃、后者为183℃,在整个电装工艺过程中焊柱不会融化,因此当ccga器件从pcba组件上拆除后会有部分焊柱及共晶焊料残留在焊盘表面,焊柱的高度为1.27mm或是2.2mm。由于焊盘表面焊柱高低不平,按照现在的维修工艺,仅使用吸锡带及烙铁很难充分完成其与焊点的有限接触,影响热量传递,由于器件无法固定在作业时也会左右晃动影响清除效果。另外焊柱的熔点为300℃,若要用现用维修工艺进行清理,需要用更高的烙铁温度,很容易导致焊盘受损或是脱落,无法完成电路板维修任务。
技术实现要素:
4.为了解决上述技术问题,本实用新型提出了一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装。
5.本实用新型所要解决的技术问题采用以下技术方案来实现:
6.一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,包括工装底座,所述工装底座上设置有器件放置槽,所述器件放置槽的侧边设置有器件压块,所述器件放置槽相对的两端对应设置有焊锡清除风口、焊柱及焊锡收集盒,所述工装底座的侧壁上开设有与所述焊锡清除风口连通的气源接口。
7.作为本实用新型的进一步改进,所述工装底座呈矩形状结构,所述工装底座的长、宽、高尺寸对应为200mm、200mm、30mm。
8.作为本实用新型的进一步改进,所述焊锡清除风口的底部呈斜面结构,斜面长度为30mm。
9.作为本实用新型的进一步改进,所述焊锡清除风口的高度尺寸为5mm,宽度尺寸为50mm。
10.作为本实用新型的进一步改进,所述焊柱及焊锡收集盒的长、宽、高尺寸对应为100mm、10mm、30mm。
11.作为本实用新型的进一步改进,所述器件压块转动安装在所述工装底座上,且可
调节高度。
12.作为本实用新型的进一步改进,所述器件放置槽的长、宽、深尺寸对应为50mm、50mm、3mm。
13.作为本实用新型的进一步改进,所述气源接口接通的气体气压范围为0.8~1.2mpa。
14.本实用新型的有益效果是:
15.与现有的手工维修作业中ccga器件焊盘残留焊柱及焊锡清除相比,本实用新型一方面通过设置的器件压块以及器件放置槽可以完成ccga器件的固定,不会在清理过程ccga器件左右晃动,尤其对ccga器件本体非平整使用效果更佳;另一方面采用压缩氮气清除ccga器件表面的焊锡,避免了直接用较高温烙铁清除对焊盘造成的损伤,提升了作业成功率。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明:
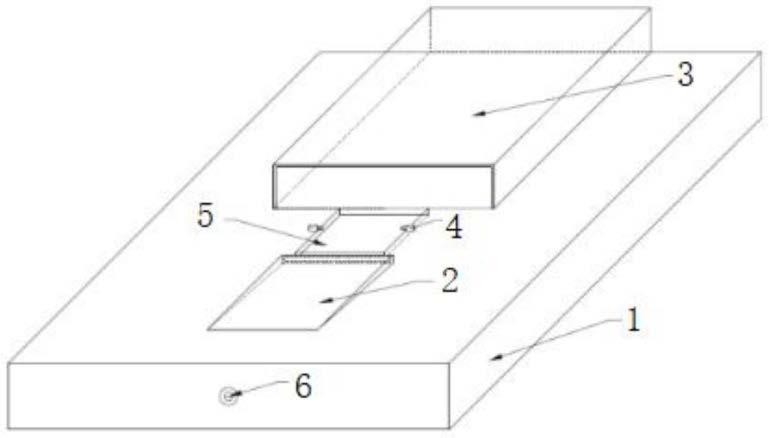
17.图1为本实用新型的结构示意图。
18.图中:1、工装底座;2、焊锡清除风口;3、焊柱及焊锡收集盒;4、器件压块;5、器件放置槽;6、气源接口。
具体实施方式
19.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本实用新型进一步阐述。
20.如图1所示,一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,由工装底座1、焊锡清除风口2、焊柱及焊锡收集盒3、器件压块4、器件放置槽5、气源接口6组成。所述器件放置槽5开设在所述工装底座1上,所述器件压块4设置有两个,对称分布在所述器件放置槽5左右两侧侧边,所述焊锡清除风口2设置在所述工装底座1上且位于所述器件放置槽5的前侧,所述焊锡清除风口2与所述器件放置槽5相连通,所述焊柱及焊锡收集盒3设置在所述工装底座1上且位于所述器件放置槽5的后侧,所述焊柱及焊锡收集盒3与所述器件放置槽5相连通,所述气源接口6设置在所述工装底座1的前侧壁上,所述气源接口6与所述焊锡清除风口2连通。气源接口6接入气体并通过所述焊锡清除风口2吹出,对器件放置槽5内ccga器件表面上的残留焊锡及焊柱进行吹离。
21.具体的,工装整体采用铝材,其中,所述工装底座1的长、宽、高分别为200mm*200mm*30mm,该尺寸可以较为方便的放在工作台面以便手工操作。所述焊锡清除风口2设计为斜面,有利于风向朝着器件方向流动,斜坡长度为30mm,所述焊锡清除风口2略高于ccga器件表面上高铅焊柱的高度,所述焊锡清除风口2的高度为5mm,宽度为50mm,可以满足常规ccga器件的尺寸。所述焊柱及焊锡收集盒3的尺寸为100mm*10mm*30mm,该尺寸可以保证焊柱及焊锡不会散落到收集器外部,所述焊柱及焊锡收集盒3可以从底座上取下。所述器件压块4具体可以调节高度及可以旋转压块方向,此外,压块长度可以前后调节,长度为10mm。所述器件放置槽5的尺寸为50mm*50mm*3mm,可以满足常规ccga器件的放置,且仅保证焊盘漏出工装底座1的表面。所述气源接口6可以接通氮气,气压控制在0.8~1.2mpa左右,以保证
焊盘表面残留焊柱及焊锡被氮气吹离焊盘并进入焊柱及焊锡收集盒3内。
22.本实用新型的工作原理及使用流程:
23.使用时,先把需要清除残留焊柱及焊锡的ccga器件放置在器件放置槽5内,然后调节器件压块4的高度及长度以压紧器件放置槽5内的ccga器件,器件压块4只需压到焊点外围,不可接触焊点,压力不应过大以防损坏器件表面;接着,在焊柱及焊锡收集盒3的内表面及对应工装底座1的相应部位贴一层高温胶带,以便残留焊柱及焊锡能直接清除;调节手持热风枪的温度为200℃,加热ccga器件焊盘,观察60sn37pb共晶焊料完全融化后,打开外接压缩氮气开关,可用带脚控开关气源;ccga器件焊盘表面焊柱及焊锡在压缩空气的作用下被吹入焊柱及焊锡收集盒3内;取出ccga器件对仍存量的微量焊锡进行清理,可用吸锡带进行,完成器件残留焊柱及焊锡清理,对清理效果进行检查。
24.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:包括工装底座(1),所述工装底座(1)上设置有器件放置槽(5),所述器件放置槽(5)的侧边设置有器件压块(4),所述器件放置槽(5)相对的两端对应设置有焊锡清除风口(2)、焊柱及焊锡收集盒(3),所述工装底座(1)的侧壁上开设有与所述焊锡清除风口(2)连通的气源接口(6)。2.根据权利要求1所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述工装底座(1)呈矩形状结构,所述工装底座(1)的长、宽、高尺寸对应为200mm、200mm、30mm。3.根据权利要求1所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述焊锡清除风口(2)的底部呈斜面结构,斜面长度为30mm。4.根据权利要求3所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述焊锡清除风口(2)的高度尺寸为5mm,宽度尺寸为50mm。5.根据权利要求1所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述焊柱及焊锡收集盒(3)的长、宽、高尺寸对应为100mm、10mm、30mm。6.根据权利要求1所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述器件压块(4)转动安装在所述工装底座(1)上,且可调节高度。7.根据权利要求1所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述器件放置槽(5)的长、宽、深尺寸对应为50mm、50mm、3mm。8.根据权利要求1所述的一种快速实现ccga器件焊盘残留焊柱及焊锡清除的辅助工装,其特征在于:所述气源接口(6)接通的气体气压范围为0.8~1.2mpa。
技术总结
本实用新型涉及焊锡残留清除技术领域,具体为一种快速实现CCGA器件焊盘残留焊柱及焊锡清除的辅助工装,包括工装底座,所述工装底座上设置有器件放置槽,所述器件放置槽的侧边设置有器件压块,所述器件放置槽相对的两端对应设置有焊锡清除风口、焊柱及焊锡收集盒,所述工装底座的侧壁上开设有与所述焊锡清除风口连通的气源接口。本实用新型一方面通过设置的器件压块以及器件放置槽可以完成CCGA器件的固定,不会在清理过程CCGA器件左右晃动,尤其对CCGA器件本体非平整使用效果更佳;另一方面采用压缩氮气清除CCGA器件表面的焊锡,避免了直接用较高温烙铁清除对焊盘造成的损伤,提升了作业成功率。升了作业成功率。升了作业成功率。
技术研发人员:胡猛 谢凯培 杨国瑞
受保护的技术使用者:国营芜湖机械厂
技术研发日:2022.09.09
技术公布日:2022/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1