一种管夹一次成型机构的制作方法
本技术涉及冲压模具,具体是一种管夹一次成型机构。
背景技术:
1、管夹是一种广泛应用于管道的安装和夹持固定的一种零件,其管夹通常整体呈圆形状,为了配合连接使用,其管夹在生产的过程中通常需要使用冲压模具对铁片条进行冲压打孔、成槽和切断等加。
2、在管夹的生产过程中,工作人员将铁片条放置在下成型板上,上模座下压带动上成型板和下成型板配合,使得铁片条冲压打孔、成槽,完成后推动铁片条,使得对铁片条冲压打孔、成槽的同时也对上一次冲压的铁片条进行切断,切断后的铁片条再通过折弯的设备上进行加工成形,从而完成对管夹的生产;但是其工序较多,生产工序可相对的调整,从而本申请提出一种管夹一次成型机构。
技术实现思路
1、本实用新型的目的在于提供一种管夹一次成型机构,以解决现有技术中的问题。
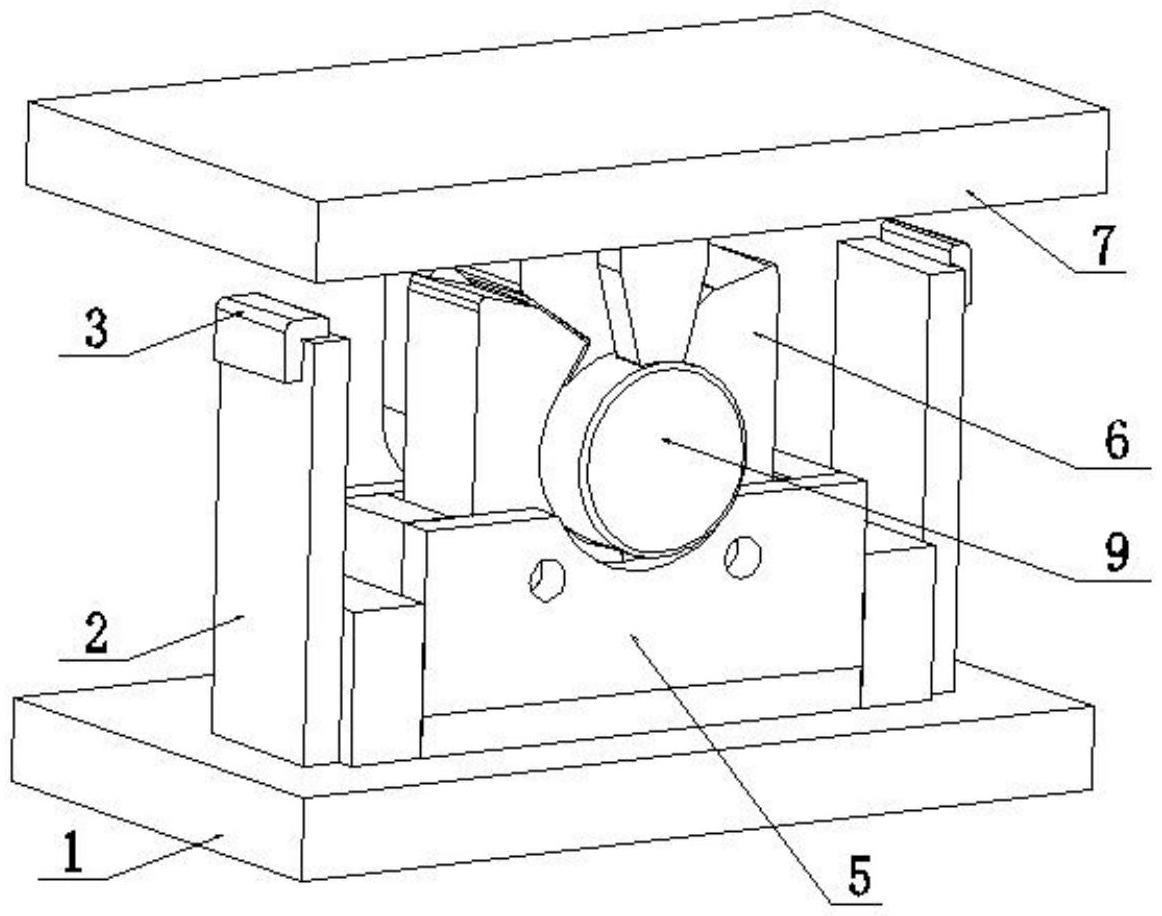
2、为实现上述目的,本实用新型提供如下技术方案:一种管夹一次成型机构,包括下模座和上模座,所述下模座顶端安装有下镶件固定座,所述下镶件固定座共转动安装有两个下镶件,所述下模座上安装有复位机构,所述复位机构顶端安装有用于驱动下镶件的顶升块;
3、所述上模座底端安装有芯棒固定座和上镶件,所述芯棒固定座上安装有芯棒。
4、优选的,所述下模座位于下镶件固定座两端均安装有支撑板,所述支撑板顶端安装有用于对代加工件进行定位的限位块。
5、优选的,所述下模座顶端安装有用于对下镶件进行支撑限位的下镶件支撑限位座。
6、与现有技术相比,本实用新型的有益效果是:将本装置安装在冲床上,将待加工件放置在支撑板顶端,并通过限位块对代加工件进行定位及限位,通过下镶件、芯棒和上镶件的配合,可将待加工件一次冲压成型,获取所需的产品,改变传统分步成型工艺,减少工序,提供生产效率。
技术特征:
1.一种管夹一次成型机构,包括下模座(1)和上模座(7),其特征在于:所述下模座(1)顶端安装有下镶件固定座(5),所述下镶件固定座(5)共转动安装有两个下镶件(6),所述下模座(1)上安装有复位机构(4),所述复位机构(4)顶端安装有用于驱动下镶件(6)的顶升块(12);
2.根据权利要求1所述的一种管夹一次成型机构,其特征在于:所述下模座(1)位于下镶件固定座(5)两端均安装有支撑板(2),所述支撑板(2)顶端安装有用于对代加工件进行定位的限位块(3)。
3.根据权利要求1所述的一种管夹一次成型机构,其特征在于:所述下模座(1)顶端安装有用于对下镶件(6)进行支撑限位的下镶件支撑限位座(11)。
技术总结
本技术公开了一种管夹一次成型机构,包括下模座和上模座,所述下模座顶端安装有下镶件固定座,所述下镶件固定座共转动安装有两个下镶件,所述下模座上安装有复位机构,所述复位机构顶端安装有用于驱动下镶件的顶升块;所述上模座底端安装有芯棒固定座和上镶件,所述芯棒固定座上安装有芯棒。本技术,将本装置安装在冲床上,将待加工件放置在支撑板顶端,并通过限位块对代加工件进行定位及限位,通过下镶件、芯棒和上镶件的配合,可将待加工件一次冲压成型,获取所需的产品,改变传统分步成型工艺,减少工序,提供生产效率。
技术研发人员:顾林虎
受保护的技术使用者:苏州佳信德机械科技有限公司
技术研发日:20220914
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!