一种机加工用组合刀具的制作方法
本技术涉及一种机加工用组合刀具,涉及机械加工领域。
背景技术:
1、在泵、阀、防喷器、管件等石油、化工机械制造时,往往离不开法兰螺栓孔的加工,特别是法兰端面有加强筋不能车削螺栓安装面的,法兰螺栓孔不仅需要自身钻孔,同时需要孔口倒角和孔端面锪平,这些螺栓孔用途广泛,往往自身精度不高,一般都在在摇臂钻床上加工。
2、现有技术的摇臂钻床上加工工艺为钻孔、锪平、倒角分三个工步分别进行:或先钻出整个法兰上所有相同的孔,然后换锪刀锪平,再换倒角刀倒角,这样钻每个孔时都需要三次移动摇臂定位,或每钻一个孔后就立即换锪刀锪平,再换倒角刀倒角;这样就会频繁换刀,这两种工艺都必须增加移动摇臂定位或换刀辅助加工时间。
3、现有技术中也有钻孔、倒角复合式一体刀具,为整体式,一种孔径就要一把刀具相对应,通用性低,价格也较昂贵,往往就倒角部位损坏了,整体刀具就仅能钻孔或报废,实用性不高。
技术实现思路
1、本实用新型提供一种机加工用组合刀具用来克服现有技术中复合式一体刀具的通用性低且易损坏的缺陷。
2、为了解决上述技术问题,本实用新型提供了如下的技术方案:
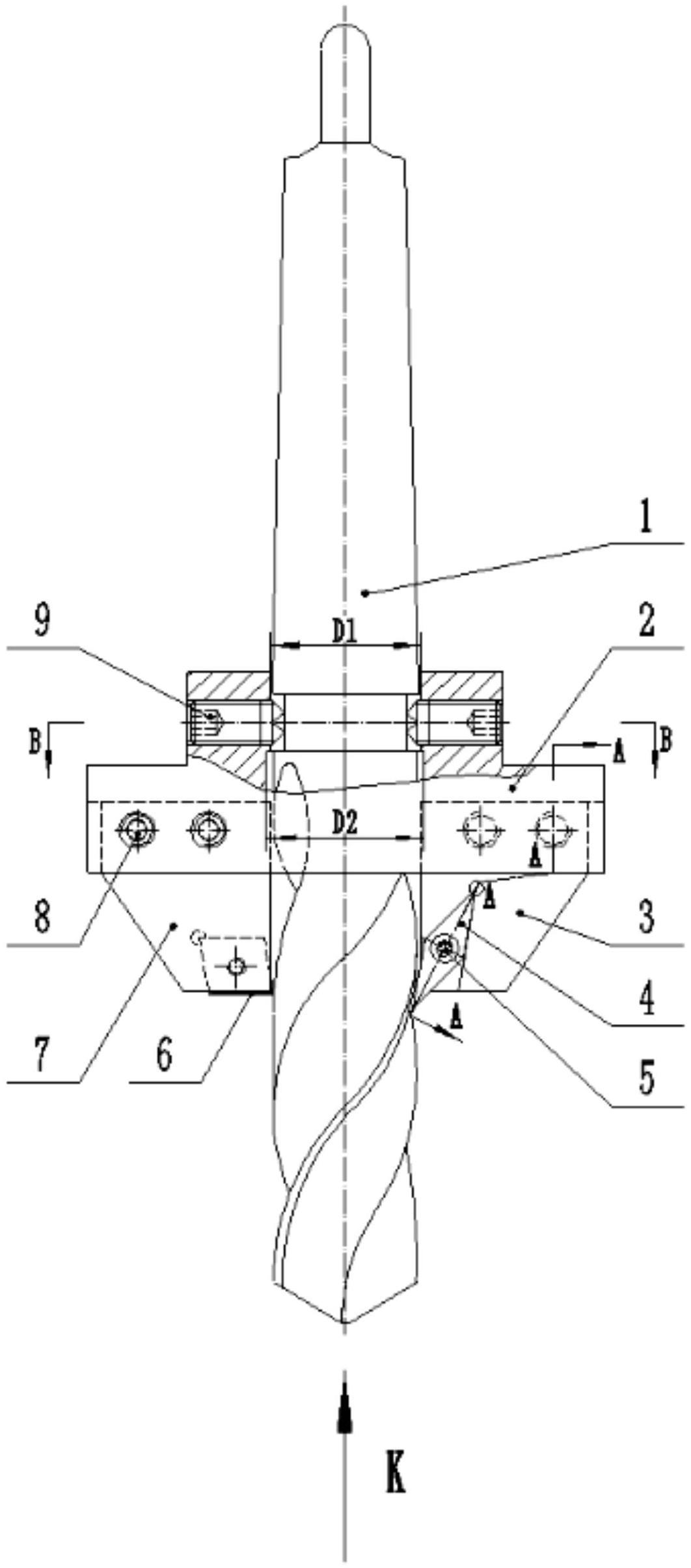
3、本实用新型公开了一种机加工用组合刀具,包括麻花钻,所述麻花钻套接在刀盘中心的台阶孔内,所述刀盘的两侧分别机械连接有倒角刀座和锪平刀座,所述倒角刀座上机械连接有倒角刀片,所述锪平刀座上机械连接有锪平刀片,所述刀盘下部设有一对呈180°分布的单侧内燕尾槽,倒角刀座和锪平刀座顶部设有与单侧内燕尾槽相配合的单侧外燕尾槽,内单侧燕尾槽和外单侧燕尾槽配合实现调节倒角刀座和锪平刀座在刀盘中沿径向的位移距离。
4、进一步的,刀盘中心台阶孔上部直径d1与每一号莫氏锥度麻花钻的外锥大径形成间隙配合,刀盘中心台阶孔下部直径d2与该号莫氏锥度麻花钻所匹配的最大直径麻花钻形成间隙配合。
5、进一步的,刀盘中心的台阶孔通过呈等分设置的刀盘螺钉与麻花钻的颈部锁紧连接。
6、进一步的,倒角刀片和锪平刀片分别选用35°和80~90°的成型刀片并用刀片螺钉连接在各自刀槽中。
7、进一步的,倒角刀片的主切削刃与麻花钻的轴线夹角为45°,锪平刀片的主切削刃与麻花钻的轴线夹角为90°。
8、进一步的,倒角刀座和锪平刀座均通过刀座螺钉固定安装与刀盘之上。
9、本实用新型所达到的有益效果是:根据莫氏锥号分段设计,通过一个刀盘组合不同直径的麻花钻,能适合不同直径大小的钻削、倒角和锪平一体组合加工,并能根据孔的大小在一定范围内调节倒角和锪平尺寸,组合的三种刀具中任一种刀具磨耗或损坏,均可用标准刀具替换,通用性高,经济性好,具有缩短辅助加工时间,减轻工人劳动强度,提高劳动生产率的效果。
技术特征:
1.一种机加工用组合刀具,其特征在于,包括麻花钻,所述麻花钻套接在刀盘中心的台阶孔内,所述刀盘的两侧分别机械连接有倒角刀座和锪平刀座,所述倒角刀座上机械连接有倒角刀片,所述锪平刀座上机械连接有锪平刀片;
2.根据权利要求1所述的机加工用组合刀具,其特征在于,所述刀盘中心的台阶孔通过呈等分设置的刀盘螺钉与麻花钻的颈部锁紧连接。
3.根据权利要求1所述的机加工用组合刀具,其特征在于,所述倒角刀座和锪平刀座均通过刀座螺钉固定安装于刀盘之上。
4.根据权利要求1所述的机加工用组合刀具,其特征在于,所述刀盘中心台阶孔的上部直径d1与每一号莫氏锥度麻花钻的外锥大径形成间隙配合,刀盘中心台阶孔的下部直径d2与该号莫氏锥度麻花钻所匹配的最大直径麻花钻形成间隙配合。
5.根据权利要求1所述的机加工用组合刀具,其特征在于,所述倒角刀片和锪平刀片分别选用35°和80~90°的成型刀片并均依靠刀片螺钉固定于各自的刀槽中。
6.根据权利要求1所述的机加工用组合刀具,其特征在于,所述倒角刀片的主切削刃与麻花钻的轴线夹角为45°,锪平刀片的主切削刃与麻花钻的轴线夹角为90°。
技术总结
本技术公开了一种机加工用组合刀具,包括麻花钻,麻花钻套接在刀盘中心的台阶孔内,刀盘的两侧分别机械连接有倒角刀座和锪平刀座,倒角刀座上机械连接有倒角刀片,锪平刀座上机械连接有锪平刀片,刀盘下部设有一对呈180°分布的单侧内燕尾槽,倒角刀座和锪平刀座顶部与单侧内燕尾槽相配合的单侧外燕尾槽,内单侧燕尾槽和外单侧燕尾槽配合实现调节倒角刀座和锪平刀座在刀盘中沿径向的位移距离;通过一个刀盘组合不同直径的麻花钻,适合不同直径大小的钻削、倒角和锪平一体组合加工,并根据孔的大小调节倒角和锪平尺寸,组合刀具中任一种刀具磨耗或损坏,均可用标准刀具替换,通用性高,经济性好,具有缩短辅助加工时间,提高劳动生产率的效果。
技术研发人员:黄成元,丁志,赵大明
受保护的技术使用者:江苏万恒铸业有限公司
技术研发日:20220914
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!