一种可灵活调节的多零件夹持工装的制作方法
1.本实用新型涉及机械加工技术领域,尤其涉及一种可灵活调节的多零件夹持工装。
背景技术:
2.对于多零件的加工方式主要有单件流和多虎钳排列流两种,单件流一件一件的加工零件,加工方式反复的装夹导致机床未运转时间过长,过度浪费时间;多虎钳排列加工方式装夹产品数量有限,限制了加工的时间效率。
3.现有技术cn214444834u公开一种多零件夹持工装,包括定位装置板和底板,定位装置板固定在底板上,定位装置板形成两条以上定位槽,定位槽的一侧壁面等距离分布多个仿形槽,仿形槽用于放置待加工零件,将零件依次放在定位装置板上,通过偏心螺丝将待加工零件夹紧待装夹完毕后,通过把手搬运至底板上端,再将螺栓分别旋入气缸内,启动气缸对定位装置板与底板贴合平整,使其保持相对稳定,随后可启动机床对零件进行逐个加工,在机床加工的同时,作业人员可以对下一个定位装置板进行装夹,待上一块加工完成后即可立马替换,节约加工时间。
4.但是采用上述方式,在对定位装置板进行固定时,需要将定位装置板放置于底板上方后,将螺栓旋入气缸内,再启动气缸才能将其保持稳定,在进行拆卸时也需要重复此步骤,操作繁琐,降低了对定位装置板装夹的效率。
技术实现要素:
5.本实用新型的目的在于提供一种可灵活调节的多零件夹持工装,能够对定位装置板进行快速装夹,提高对定位装置板的装夹效率。
6.为实现上述目的,本实用新型提供了一种可灵活调节的多零件夹持工装,包括底板、定位装置板和把手,所述定位装置板与所述底板可拆卸连接,并位于所述底板一侧,所述把手与所述底板固定连接,并位于所述底板一侧,还包括稳定装置;
7.所述稳定装置包括定位框、定位杆、拉把和固定组件,所述定位框与所述底板固定连接,并位于所述底板一侧,所述定位杆与所述定位装置板固定连接,并与所述定位框滑动连接,所述拉把与所述定位装置板固定连接,并位于所述定位装置板一侧,所述固定组件设置在所述定位装置板上。
8.其中,所述固定组件包括插入杆和吸附构件,所述插入杆与所述定位装置板固定连接,并位于所述定位装置板远离所述拉把一侧;所述吸附构件分别设置在所述插入杆和所述定位框上。
9.其中,所述吸附构件包括第一磁石和第二磁石,所述第一磁石与所述插入杆固定连接,并位于所述插入杆一侧;所述第二磁石与所述定位框固定连接,并位于所述定位框一侧。
10.其中,所述稳定装置还包括橡胶套、防滑套和缓冲组件,所述橡胶套与所述把手可
拆卸连接,并位于所述把手一侧;所述防滑套与所述拉把可拆卸连接,并位于所述拉把一侧;所述缓冲组件设置在所述底板上。
11.其中,所述缓冲组件包括缓冲垫和液压缸,所述缓冲垫与所述底板可拆卸连接,并位于所述底板远离所述定位装置板一侧;所述液压缸与所述缓冲垫可拆卸连接,并位于所述缓冲垫远离所述底板一侧。
12.本实用新型的一种可灵活调节的多零件夹持工装,包括底板、定位装置板、把手和稳定装置,所述稳定装置包括定位框、定位杆、拉把和固定组件,将待加工零件放置在所述定位装置板上后,通过所述拉把将所述定位装置板放置在所述底板上,推动所述拉把,使所述定位杆插入所述定位框内,从而使所述定位装置板的三个相邻面与所述定位框抵接,并通过所述固定组件使得所述定位装置板此时保持稳定状态,从而对所述定位装置板进行快速装夹,提高对所述定位装置板的装夹效率。
附图说明
13.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
14.图1是本实用新型第一实施例的可灵活调节的多零件夹持工装的整体结构示意图。
15.图2是本实用新型第一实施例的定位框的俯剖视图。
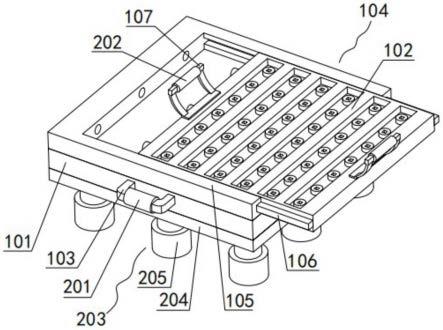
16.图3是本实用新型第二实施例的可灵活调节的多零件夹持工装的整体结构示意图。
17.图中:101-底板、102-定位装置板、103-把手、104-稳定装置、105-定位框、106-定位杆、107-拉把、108-固定组件、109-插入杆、110-吸附构件、111-第一磁石、112-第二磁石、201-橡胶套、202-防滑套、203-缓冲组件、204-缓冲垫、205-液压缸。
具体实施方式
18.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
19.本技术的第一实施例为:
20.请参阅图1和图2,其中图1是可灵活调节的多零件夹持工装的整体结构示意图,图2是定位框的俯剖视图。本实用新型提供一种可灵活调节的多零件夹持工装:包括底板101、定位装置板102、把手103和稳定装置104,所述稳定装置104包括定位框105、定位杆106、拉把107和固定组件108,所述固定组件108包括插入杆109和吸附构件110,所述吸附构件110包括第一磁石111和第二磁石112。通过前述方案解决了在对所述定位装置板102进行固定时,需要将所述定位装置板102放置于所述底板101上方后,将螺栓旋入气缸内,再启动气缸才能将其保持稳定,在进行拆卸时也需要重复此步骤,操作繁琐,降低了对所述定位装置板102装夹的效率,可以理解的是,前述方案可以用于对所述定位装置板102进行快速装夹,提高对所述定位装置板102的装夹效率,还可以用于在便于对所述底板101和所述定位装置板102进行拿取。
21.针对本具体实施方式,所述定位装置板102与所述底板101可拆卸连接,并位于所述底板101一侧,所述把手103与所述底板101固定连接,并位于所述底板101一侧,所述底板101放置在加工台上,所述定位装置板102放置在所述底板101上,所述把手103的数量为两个,两个所述把手103分别焊接在所述底板101的左右两侧,所述定位装置板102形成两条以上定位槽,定位槽的一侧壁面等距离分布多个仿形槽,仿形槽用于放置待加工零件,将零件依次放在所述定位装置板102上,通过偏心螺丝将待加工零件夹紧待装夹完毕后,将所述定位装置板102搬运至所述底板101上端,通过所述把手103将所述底板101抬至机床上,并根据所需角度调整位置,实现灵活调节,随后可启动机床对零件进行逐个加工,在机床加工的同时,作业人员可以对下一个所述定位装置板102进行装夹,待上一块加工完成后即可立马替换,节约加工时间。
22.其中,所述定位框105与所述底板101固定连接,并位于所述底板101一侧,所述定位杆106与所述定位装置板102固定连接,并与所述定位框105滑动连接,所述拉把107与所述定位装置板102固定连接,并位于所述定位装置板102一侧,所述固定组件108设置在所述定位装置板102上,所述定位框105焊接在所述底板101上,所述定位框105具有三个封闭面,所述定位框105与所述底板101之间形成一个矩形方槽,所述定位装置板102放置于矩形方槽内,所述定位装置板102的底面与所述底板101的顶面完全贴合,所述固定组件108设置在所述定位装置板102上,将所述定位装置板102通过所述固定组件108放置在所述底板101上,使所述定位装置板102的三个相邻面与所述定位框105抵接,所述定位杆106的数量为两个,两个所述定位杆106分别焊接在所述定位装置板102的左右两侧,所述定位框105的两侧具有插入槽,所述定位杆106的横截面与插入槽的横截面相匹配,将所述定位装置板102放置在所述底板101上,并将所述定位杆106插入所述定位框105内,从而能够快速使得所述定位装置板102保持稳定状态,所述拉把107的数量为两个,所述拉把107与所述把手103间隔九十度焊接在所述定位装置板102上,所述拉把107给作业人员提供施力点,使得作业人员便于通过所述拉把107将所述定位装置板102放置于所述底板101上,将待加工零件放置在所述定位装置板102上后,通过所述拉把107将所述定位装置板102放置在所述底板101上,推动所述拉把107,使所述定位杆106插入所述定位框105内,从而使所述定位装置板102的三个相邻面与所述定位框105抵接,增大所述定位装置板102受到的摩擦力,并通过所述固定组件108使得所述定位装置板102此时保持稳定状态,从而对所述定位装置板102进行快速装夹,提高对所述定位装置板102的装夹效率。
23.其次,所述插入杆109与所述定位装置板102固定连接,并位于所述定位装置板102远离所述拉把107一侧;所述吸附构件110分别设置在所述插入杆109和所述定位框105上,所述插入杆109的数量为三个,三个所述插入杆109分别焊接在所述定位装置板102的同一侧,所述定位框105上设置有与所述插入杆109相匹配的插入通槽,所述定位装置板102与所述定位框105抵接时,所述插入杆109位于插入通槽内,所述吸附构件110同时连接所述插入杆109与所述定位框105,从而进一步使得所述定位装置板102在所述底板101上保持稳定状态。
24.同时,所述第一磁石111与所述插入杆109固定连接,并位于所述插入杆109一侧;所述第二磁石112与所述定位框105固定连接,并位于所述定位框105一侧,所述第一磁石111与所述插入杆109焊接在一起,所述第二磁石112位于插入通槽内,所述第二磁石112的
横截面与插入通槽的横截面相匹配,插入通槽的深度等于所述第一磁石111、所述第二磁石112和所述插入杆109的总长度,所述插入杆109位于插入通槽内时,所述第一磁石111与所述第二磁石112抵接并完全贴合,所述第一磁石111为正极磁铁,所述第二磁石112为负极磁铁,由于异名磁极相互吸引,使得所述第一磁石111与所述第二磁石112相互吸引,从而所述第一磁石111与所述第二磁石112之间受到相互吸引力,增大所述定位装置板102在所述底板101上受到的阻力,从而使得将所述定位装置板102装配在所述底板101上后能够保持稳定状态。
25.使用本实施例的一种可灵活调节的多零件夹持工装时,将待加工零件放置在所述定位装置板102上后,通过所述拉把107将所述定位装置板102放置在所述底板101上,推动所述拉把107,使所述定位杆106插入所述定位框105内,从而使所述定位装置板102的三个相邻面与所述定位框105抵接,增大所述定位装置板102受到的摩擦力,并通过所述固定组件108使得所述定位装置板102时保持稳定状态,从而对所述定位装置板102进行快速装夹,提高对所述定位装置板102的装夹效率。
26.本技术的第二实施例为:
27.在第一实施例的基础上,请参阅图3,图3是第二实施例的可灵活调节的多零件夹持工装的整体结构示意图,本实施例的所述稳定装置104还包括橡胶套201、防滑套202和缓冲组件203,所述缓冲组件203包括缓冲垫204和液压缸205。
28.针对本具体实施方式,所述缓冲组件203设置在所述底板101上,所述缓冲组件203的设置,使得机床在对零件加工时起到一定的缓冲作用,从而对零件起到一定的保护效果。
29.其中,所述橡胶套201与所述把手103可拆卸连接,并位于所述把手103一侧;所述防滑套202与所述拉把107可拆卸连接,并位于所述拉把107一侧,所述橡胶套201套设在所述把手103上,所述橡胶套201由柔软橡胶材质制成,所述橡胶套201表面具有细纹,增大作业人员手部与所述把手103之间的摩擦力,从而使得作业人员通过所述橡胶套201与所述把手103接触,使得在将所述底板101通过所述把手103抬至机床上时不会出现滑落现象,使得在对所述把手103拿取时的状态更加稳定,所述防滑套202套设在所述拉把107上,所述防滑套202表面涂有防滑漆料,所述防滑套202能够通过挤压发生一定的形变,所述防滑套202的设置,使得作业人员通过所述防滑套202与所述拉把107接触,增大作业人员与所述拉把107之间的摩擦力,使得在将所述定位装置板102与所述底板101之间进行装卸时更加省力。
30.其次,所述缓冲垫204与所述底板101可拆卸连接,并位于所述底板101远离所述定位装置板102一侧;所述液压缸205与所述缓冲垫204可拆卸连接,并位于所述缓冲垫204远离所述底板101一侧,所述缓冲垫204设置在所述底板101下方,所述缓冲垫204内部均匀排列有缓冲弹簧,所述缓冲垫204能够进行垂直方向的压缩,所述液压缸205三个为一组通过螺母固定在所述缓冲垫204的下方,所述液压缸205配合所述缓冲垫204进行使用,当机床对所述定位装置板102内的零件进行逐个加工时,零件受到的冲击力最终传递至所述缓冲垫204,所述缓冲垫204进行轻微压缩,并带动所述底板101向下移动,所述缓冲垫204内的缓冲弹簧将受到的冲击力由动能转化为势能发生弹性形变,所述液压缸205配合所述缓冲垫204作业,所述液压缸205内部液压将受到的冲击力转化为机械能做直线往复运动,从而使所述定位装置板102上的零件受到的冲击力减小,对零件起到一定的保护作用。
31.以上所揭露的仅为本技术一种或多种较佳实施例而已,不能以此来限定本技术之
权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1