一种通过滑块进行卷圆的机构的制作方法
本技术涉及卷圆模具,具体是一种通过滑块进行卷圆的机构。
背景技术:
1、在金属工件的冲压过程中,一些工件需要进行卷圆成形。目前的针对卷圆工件的常规成形方法是先成形90度,再成形 180度,最后通过多步冲压逐步完成成形。目前的这种成形工艺由于工步多,工序间定位不准确。
技术实现思路
1、本实用新型的目的在于提供一种通过滑块进行卷圆的机构,以解决现有技术中的问题。
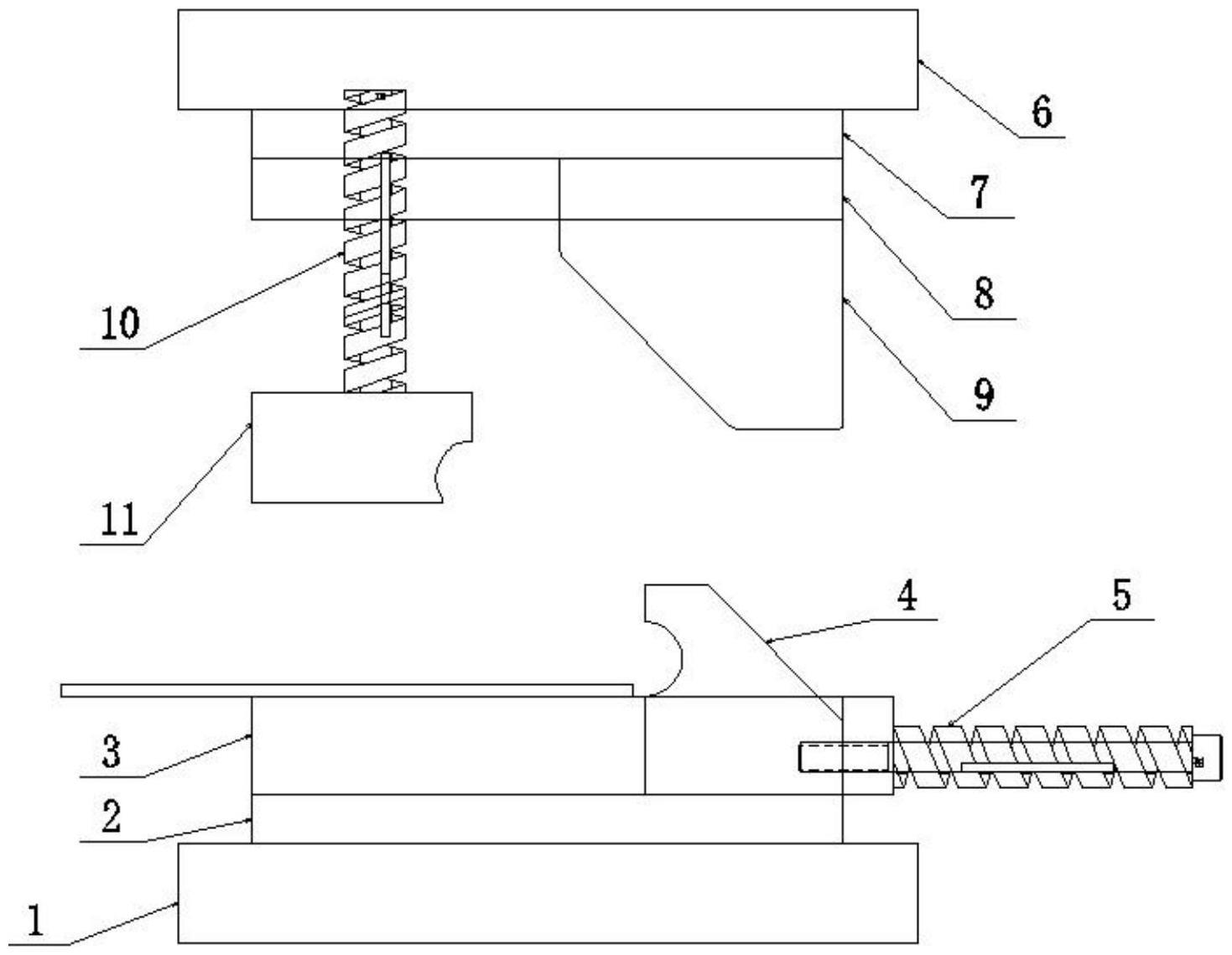
2、为实现上述目的,本实用新型提供如下技术方案:一种通过滑块进行卷圆的机构,包括上模座和下模座,所述下模座顶端安装有下垫板,所述下垫板顶端安装有下固定板,所述下固定板一侧设置有用于驱动下滑块复位的第一复位机构;
3、所述上模座底端安装有上垫板,所述上垫板底端安装有上大固定板和上插刀,所述上模座通过第二复位机构连接有上脱板;
4、所述下滑块位于上脱板一侧设置有半圆形结构,所述上脱板上设置有与半圆形结构配合的圆弧形结构。
5、优选的,所述上插刀与下滑块的接触面为倾斜面。
6、与现有技术相比,本实用新型的有益效果是:将机构安装在冲床上,将待加工件放置在下固定板上,冲压时,通过下滑块、上插刀和上脱板的配合,将待加工件一次卷圆成型,改变传统工艺,减少工序,提供生产效率。
技术特征:
1.一种通过滑块进行卷圆的机构,包括上模座(6)和下模座(1),其特征在于:所述下模座(1)顶端安装有下垫板(2),所述下垫板(2)顶端安装有下固定板(3),所述下固定板(3)一侧设置有用于驱动下滑块(4)复位的第一复位机构(5);
2.根据权利要求1所述的一种通过滑块进行卷圆的机构,其特征在于:所述上插刀(9)与下滑块(4)的接触面为倾斜面。
技术总结
本技术公开了一种通过滑块进行卷圆的机构,包括上模座和下模座,所述下模座顶端安装有下垫板,所述下垫板顶端安装有下固定板,所述下固定板一侧设置有用于驱动下滑块复位的第一复位机构;所述上模座底端安装有上垫板,所述上垫板底端安装有上大固定板和上插刀,所述上模座通过第二复位机构连接有上脱板;所述下滑块位于上脱板一侧设置有半圆形结构,所述上脱板上设置有与半圆形结构配合的圆弧形结构。本技术,将机构安装在冲床上,将待加工件放置在下固定板上,冲压时,通过下滑块、上插刀和上脱板的配合,将待加工件一次卷圆成型,改变传统工艺,减少工序,提供生产效率。
技术研发人员:陈万凯,徐帆
受保护的技术使用者:苏州佳信德机械科技有限公司
技术研发日:20220920
技术公布日:2024/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1