一种高速精密冲压模具的易拆卸下型部件结构的制作方法
本技术涉及模具的拆卸结构的,尤其涉及一种高速精密冲压模具的易拆卸下型部件结构。
背景技术:
1、目前,现有技术的高速精密冲压模具由于精度高,模具内部与下型部件之间的间隙小,容易生锈,由于板内壁和下型部件之间会生锈,高速精密冲压模具在在板内进行下型部件的拆卸时,下型部件会出现无法拿出拆卸的现象,或者下型部件难以取出;这样就导致在生产线上对模具进行维修,维修时需花大量时间进行除锈工作和取出下型部件,严重影响产线的正常生产;据统计,每次除锈和取出下型部件平均需要耗费30~40分钟。
2、如图4、图5、图6所述,现有技术的下型部件取出方式是:下型部件在取出时,首先需用酒精浸泡板件的板内壁和下型部件至少3-4分钟,使锈迹发软,再将锁止螺丝9固定在下型部件的螺孔10上(对角锁),由作业人员通过提拿锁止螺丝水平取出;由于板内壁与下型部件之间的间隙很小,每把下型部件向上拿出一点位置后又需要使用酒精浸泡板内壁和下型部件之间的锈迹,操作繁复,时间长,且取出困难,作业人员的劳动强度大;经测算,每次取出下型部件需用时30-40分钟。
3、因此,当高速精密冲压模具出现问题需拿出下型部件时,以现有的下型部件拆卸方法,作业人员需花大量时间在除锈后再缓慢取出下型部件,会加重维修任务,影响产线正常生产,导致机台稼动率过低,影响产线稼动率,实际产出不能满足要求。
技术实现思路
1、本实用新型的目的是为了克服上述现有技术的缺点,提供一种高速精密冲压模具的易拆卸下型部件结构,该易拆卸下型部件结构是在原有的下型部件结构上进行孔位重新设计,增加两个非锁止位置的非锁止螺纹孔,当下型部件需拆出维修时,通过非锁止螺丝安装入非锁止螺纹孔内并旋转,将生锈的下型部件从模具板件内进行快速拆卸下来,以达到下型部件的快速拆卸和快速取出的目的法,保证模具维修的时间控制。优化后可快速拆卸模具的下型部件此部件,提高模具的维修效率;还能解决模具的下型部件生锈后无法拆卸的难题。
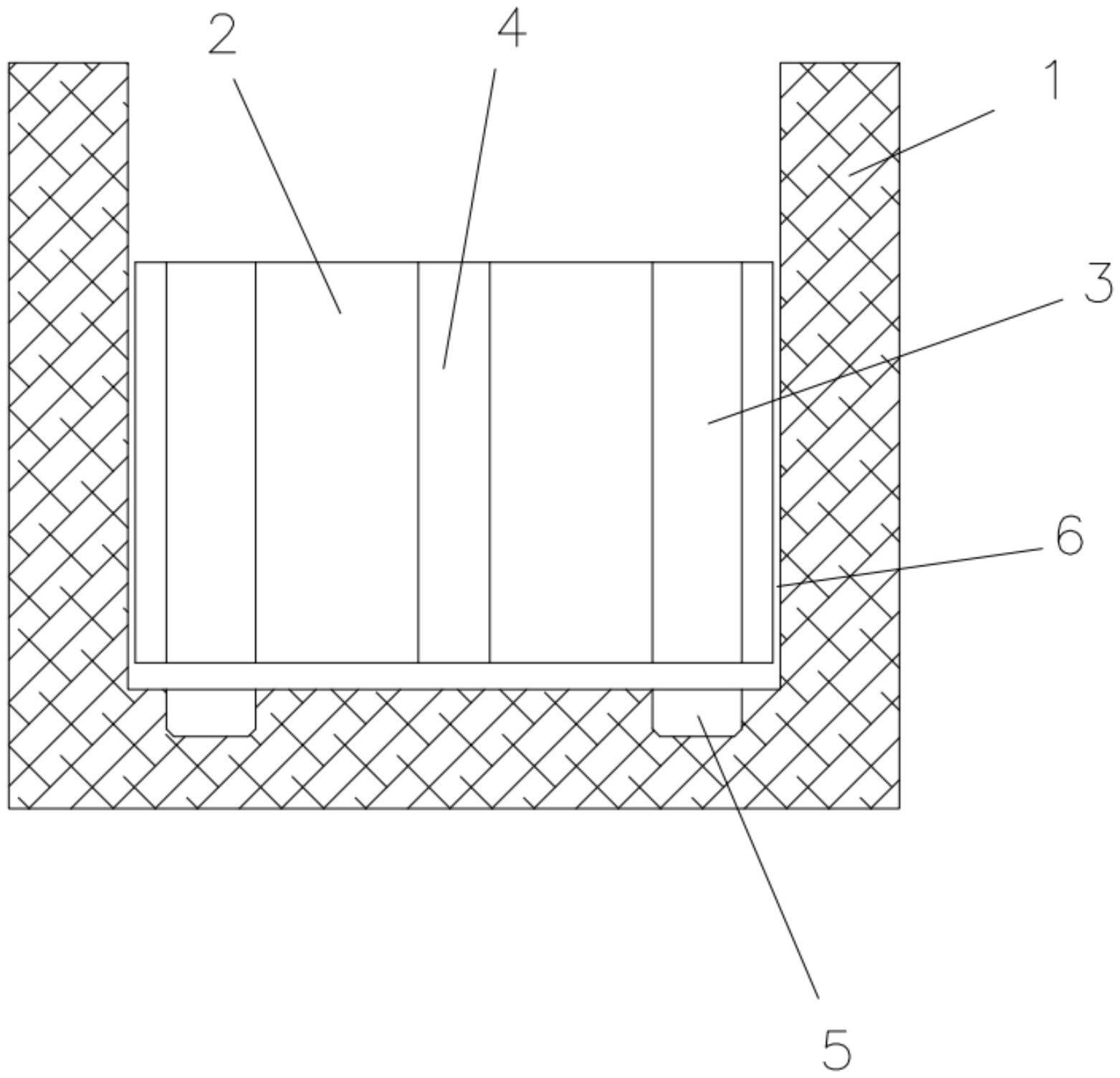
2、本实用新型解决其技术问题所采用的技术方案是:一种高速精密冲压模具的易拆卸下型部件结构,包括模具板件和置于模具板件内的下型部件,下型部件的四角位置设有锁止螺孔,所述的下型部件上设有由上至下贯穿下型部件的非锁止螺纹孔,模具板件的底部对应锁止螺孔位置设有锁止螺丝位和模具板件的底部对应非锁止螺纹孔位置设置非锁止螺丝位;下型部件与模具板件内壁和模具板件底部之间均留有空隙。
3、进一步的,所述的模具板件为顶部镂空的盒子结构,下型部件为与模具板件内壁位和底部位相匹配安装的方形结构;所述的非锁止螺纹孔设置有两个,分别位于下型部件的两侧部位置。
4、进一步的,所述的锁止螺孔的孔径大于非锁止螺纹孔的孔径。
5、进一步的,所述的非锁止螺纹孔内设置有矩形螺纹或梯形螺纹。
6、进一步的,两个非锁止螺纹孔以下型部件的中心线呈对称设置。
7、综上所述,本实用新型的高速精密冲压模具的易拆卸下型部件结构是在原有的下型部件结构上进行孔位重新设计,增加两个非锁止位置的非锁止螺纹孔,当下型部件需拆出维修时,通过非锁止螺丝安装入非锁止螺纹孔内并旋转,将生锈的下型部件从模具板件内进行快速拆卸下来,以达到下型部件的快速拆卸和快速取出的目的法,保证模具维修的时间控制。优化后可快速拆卸模具的下型部件此部件,提高模具的维修效率;还能解决模具的下型部件生锈后无法拆卸的难题。
技术特征:
1.一种高速精密冲压模具的易拆卸下型部件结构,包括模具板件和置于模具板件内的下型部件,下型部件的四角位置设有锁止螺孔,其特征在于,所述的下型部件上设有由上至下贯穿下型部件的非锁止螺纹孔,模具板件的底部对应锁止螺孔位置设有锁止螺丝位和模具板件的底部对应非锁止螺纹孔位置设置非锁止螺丝位;下型部件与模具板件内壁和模具板件底部之间均留有空隙。
2.根据权利要求1所述的一种高速精密冲压模具的易拆卸下型部件结构,其特征在于,所述的模具板件为顶部镂空的盒子结构,下型部件为与模具板件内壁位和底部位相匹配安装的方形结构;所述的非锁止螺纹孔设置有两个,分别位于下型部件的两侧部位置。
3.根据权利要求2所述的一种高速精密冲压模具的易拆卸下型部件结构,其特征在于,所述的锁止螺孔的孔径大于非锁止螺纹孔的孔径。
4.根据权利要求3所述的一种高速精密冲压模具的易拆卸下型部件结构,其特征在于,所述的非锁止螺纹孔内设置有矩形螺纹或梯形螺纹。
5.根据权利要求4所述的一种高速精密冲压模具的易拆卸下型部件结构,其特征在于,两个非锁止螺纹孔以下型部件的中心线呈对称设置。
技术总结
本技术公开了一种高速精密冲压模具的易拆卸下型部件结构,包括模具板件和置于模具板件内的下型部件,下型部件的四角位置设有锁止螺孔,下型部件上设有由上至下贯穿下型部件的非锁止螺纹孔,模具板件的底部对应锁止螺孔位置设有锁止螺丝位和模具板件的底部对应非锁止螺纹孔位置设置非锁止螺丝位;下型部件与模具板件内壁和模具板件底部之间均留有空隙。该结构是在原有的下型部件结构上进行孔位重新设计,增加两个非锁止位置的非锁止螺纹孔,当下型部件需拆出维修时,通过非锁止螺丝安装入非锁止螺纹孔内并旋转,将生锈的下型部件从模具板件内进行快速拆卸下来,以达到下型部件的快速拆卸和快速取出的目的法,保证模具维修的时间控制。
技术研发人员:李嘉俊,陈玉魁,喻明
受保护的技术使用者:江门复盛机电有限公司
技术研发日:20220920
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!