用于大型薄壁环形锻件拔长的摔子的制作方法
本技术涉及用于大型薄壁环形锻件拔长的摔子,属于锻造设备。
背景技术:
1、大型薄壁环形锻件在加工的过程中需要用到摔子进行拔长,摔子需要配合现有的锻压机进行工作,现有技术中在使用摔子之前需要拆下锻压机上的上砧和下砧,并且安装上摔子的上摔和下摔,在摔子使用完毕后又要将摔子拆下再重新安装上上砧和下砧,每次安装和拆卸摔子的时间需要30-40分钟,安装和拆卸摔子费时费力,导致拔长速率和拔长效率低下,劳动强度大。
技术实现思路
1、本实用新型要解决的技术问题是:提供用于大型薄壁环形锻件拔长的摔子,以解决上述现有技术中存在的问题。
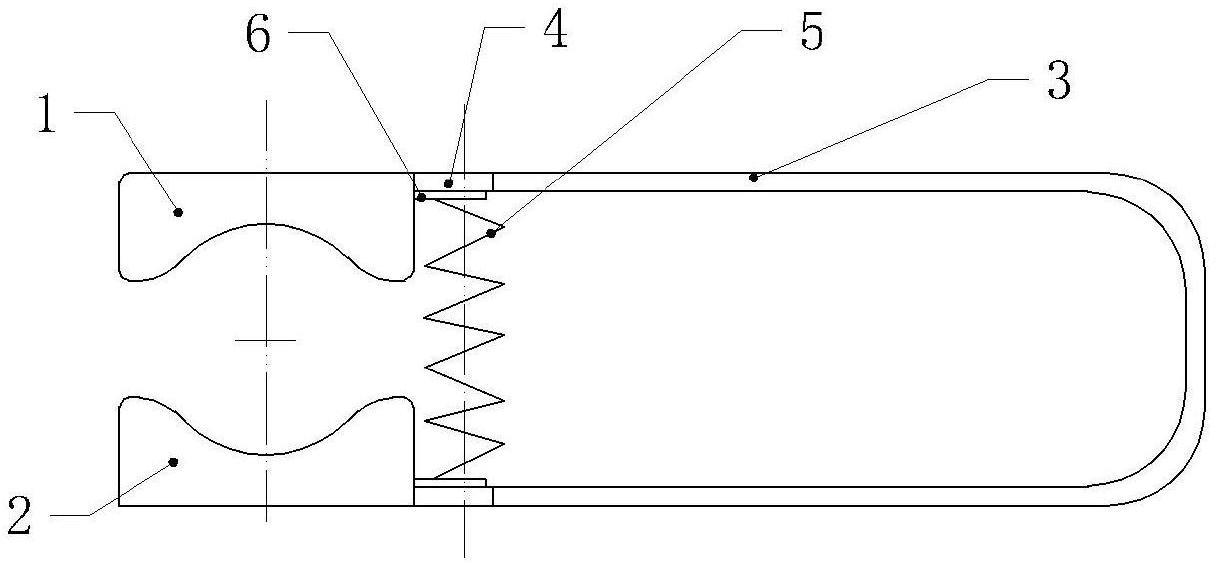
2、本实用新型采取的技术方案为:用于大型薄壁环形锻件拔长的摔子,包括上摔子、下摔子和支撑复位机构,所述上摔子和所述下摔子相对布置,所述上摔子和所述下摔子上对称设置有开口相对布置的半圆弧型通槽;所述上摔子和所述下摔子通过所述支撑复位机构连接。
3、优选的,所述支撑复位机构为v形的金属手柄,所述上摔子和所述下摔子分别固定在所述v形的金属手柄的两端。
4、优选的,所述v形的金属手柄的中部倒圆角。
5、优选的,还包括弹簧,所述弹簧的轴线沿竖直方向布置,所述弹簧的两端分别固定在所述v形的金属手柄的两端上。
6、优选的,所述弹簧的两端分别通过矩形金属板与所述v形的金属手柄的两端固定。
7、优选的,所述上摔子与所述v形的金属手柄的一端之间固定有加强筋。
8、优选的,所述下摔子与所述v形的金属手柄的一端之间固定有加强筋。
9、本实用新型的有益效果:
10、1.与现有技术相比,本实用新型中通过v形的钢筋手柄连接上摔子和下摔子,不需要安装,直接将摔子放于液压机上使用,然后利用锻压机的上砧下压驱动上摔子向下运动,待锻压机的上砧提起后,上摔子在钢筋手柄以及弹簧的作用力下自动复位,无需拆卸锻压机上的上下砧,待摔子使用完毕后,只需将摔子从液压机上取下即可,缩短安装和拆卸摔子的时间,提高拔长速率和拔长效率,降低劳动强度;此外,通过设置弹簧增强v形的钢筋手柄的弹性。
11、2.与现有技术相比,本实用新型结构简单,成本低廉,由于不同尺寸的大型薄壁环形锻件需要专门配备一副摔子,因此,本实用新型可大大降低生产成本。
技术特征:
1.用于大型薄壁环形锻件拔长的摔子,其特征在于:包括上摔子(1)、下摔子(2)和支撑复位机构,所述上摔子(1)和所述下摔子(2)相对布置,所述上摔子(1)和所述下摔子(2)上对称设置有开口相对布置的半圆弧型通槽;所述上摔子(1)和所述下摔子(2)通过所述支撑复位机构连接。
2.根据权利要求1所述的用于大型薄壁环形锻件拔长的摔子,其特征在于:所述支撑复位机构为v形的金属手柄,所述上摔子(1)和所述下摔子(2)分别固定在所述v形的金属手柄的两端。
3.根据权利要求2所述的用于大型薄壁环形锻件拔长的摔子,其特征在于:所述v形的金属手柄的中部倒圆角。
4.根据权利要求2所述的用于大型薄壁环形锻件拔长的摔子,其特征在于:还包括弹簧(5),所述弹簧(5)的轴线沿竖直方向布置,所述弹簧(5)的两端分别固定在所述v形的金属手柄的两端上。
5.根据权利要求4所述的用于大型薄壁环形锻件拔长的摔子,其特征在于:所述弹簧(5)的两端分别通过矩形金属板与所述v形的金属手柄的两端固定。
6.根据权利要求2所述的用于大型薄壁环形锻件拔长的摔子,其特征在于:所述上摔子(1)与所述v形的金属手柄的一端之间固定有加强筋(4)。
7.根据权利要求2所述的用于大型薄壁环形锻件拔长的摔子,其特征在于:所述下摔子(2)与所述v形的金属手柄的一端之间固定有加强筋(4)。
技术总结
本技术公开了用于大型薄壁环形锻件拔长的摔子,包括上摔子、下摔子和支撑复位机构,所述上摔子和所述下摔子相对布置,所述上摔子和所述下摔子上对称设置有开口相对布置的半圆弧型通槽;所述上摔子和所述下摔子通过所述支撑复位机构连接。安装本摔子的时候只需要拆下锻压机上的下砧即可,然后替换上本摔子,然后利用锻压机的上砧下压驱动上摔子向下运动,待锻压机的上砧提起后,上摔子在钢筋手柄以及弹簧的作用力下自动复位,无需拆卸锻压机上的上砧,待摔子使用完毕后,只需将摔子拆下安装上下砧即可,缩短安装和拆卸摔子的时间,提高大型薄壁环形锻件的拔长速率和拔长效率,降低劳动强度。
技术研发人员:郑腾腾,刘朝辉,林凌,刘明亮,杨良会,严茂伦,李景鹏,兰宝山,胡刚,江为专
受保护的技术使用者:贵州航宇科技发展股份有限公司
技术研发日:20220923
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!